ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨਾਂ ਨੂੰ ਅਕਸਰ ਸ਼ੀਟ ਮੈਟਲ ਪ੍ਰੋਸੈਸਿੰਗ ਉਦਯੋਗ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਜਾਪਦੀ ਸਧਾਰਨ ਸ਼ੀਅਰਿੰਗ ਐਕਸ਼ਨ ਵਿੱਚ ਅਸਲ ਵਿੱਚ ਬਹੁਤ ਸਾਰੀਆਂ ਚਾਲਾਂ ਹਨ, ਬਲੇਡ ਗੈਪ ਦੇ ਐਡਜਸਟਮੈਂਟ ਕਦਮਾਂ ਤੋਂ ਲੈ ਕੇ ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ ਲਈ ਐਡਜਸਟਮੈਂਟ ਤਕਨੀਕਾਂ ਤੱਕ, ਅਤੇ ਇੱਥੋਂ ਤੱਕ ਕਿ ਬਲੇਡਾਂ ਦੀ ਚੋਣ ਵੀ। ਕੱਟਣ ਦੀ ਗੁਣਵੱਤਾ ਨਾਲ ਸਬੰਧਤ, ਹੇਠਾਂ ਸ਼ੀਅਰਿੰਗ ਬਲੇਡ ਗੈਪ ਐਡਜਸਟਮੈਂਟ ਦੀ ਸੰਬੰਧਿਤ ਸਮੱਗਰੀ ਨੂੰ ਕਈ ਪਹਿਲੂਆਂ ਤੋਂ ਵਿਸਥਾਰ ਵਿੱਚ ਪੇਸ਼ ਕੀਤਾ ਜਾਵੇਗਾ।
ਬਲੇਡ ਗੈਪ ਐਡਜਸਟਮੈਂਟ ਹੈਂਡ ਵ੍ਹੀਲ: (ਹਾਈਡ੍ਰੌਲਿਕ ਸਵਿੰਗ ਬੀਮ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ)

ਬਲੇਡ ਐਜ ਕਲੀਅਰੈਂਸ ਦਾ ਇਲੈਕਟ੍ਰਿਕ ਐਡਜਸਟਮੈਂਟ (ਹਾਈਡ੍ਰੌਲਿਕ ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ)

ਵੱਖ-ਵੱਖ ਕਾਤਰਾਂ ਦੀ ਬਲੇਡ ਕਲੀਅਰੈਂਸ
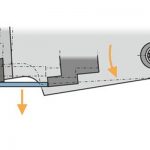
ਸਵਿੰਗ ਬੀਮ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਇੱਕ ਤੇਜ਼ ਬਲੇਡ ਗੈਪ ਐਡਜਸਟਮੈਂਟ ਵਿਧੀ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਬਲੇਡ ਗੈਪ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰ ਸਕਦੀ ਹੈ ਜੋ ਵੱਖ-ਵੱਖ ਪਲੇਟ ਮੋਟਾਈ ਅਤੇ ਸਮੱਗਰੀ ਦੇ ਅਨੁਸਾਰ ਕੱਟਣ ਲਈ ਵਧੀਆ ਹੈ, ਅਤੇ ਸੰਦਰਭ ਚੋਣ ਲਈ ਇੱਕ ਸਹੀ ਪੈਰਾਮੀਟਰ ਟੇਬਲ ਨਾਲ ਲੈਸ ਹੈ, ਅਤੇ ਤਸੱਲੀਬਖਸ਼ ਕਟਿੰਗ ਪ੍ਰਾਪਤ ਕਰਦੀ ਹੈ। ਵਾਜਬ ਬਲੇਡ ਗੈਪ ਦੁਆਰਾ ਗੁਣਵੱਤਾ. ਜਿਵੇਂ ਹੀ ਟੂਲ ਪੋਸਟ ਘੁੰਮਦੀ ਹੈ, ਸਵਿੰਗ ਬੀਮ ਸ਼ੀਅਰਜ਼ ਦਾ ਸ਼ੀਅਰਿੰਗ ਐਂਗਲ ਅਤੇ ਸ਼ੀਅਰਿੰਗ ਗੈਪ ਬਦਲ ਜਾਵੇਗਾ।
ਤਿੰਨ-ਪੁਆਇੰਟ ਰੋਲਰ ਗਾਈਡ ਨੂੰ ਅਪਣਾਓ, ਪੈਪੀਲੀਓਨੇਸੀਅਸ ਸਪਰਿੰਗ ਦੁਆਰਾ ਫਰੰਟ ਰੋਲਰ ਨੂੰ ਬਲ ਦੁਆਰਾ, ਕੱਟਣ ਵਾਲੀ ਬੀਮ ਦੋ ਬੈਕ ਰੋਲਰਸ ਦੇ ਨਾਲ ਕੱਸ ਕੇ ਸੰਪਰਕ ਵਿੱਚ ਰਹਿੰਦੀ ਹੈ। ਕੱਟਣ ਵੇਲੇ, ਸਿਸਟਮ ਬਿਹਤਰ ਕਟਿੰਗ ਗੁਣਵੱਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵੱਖ-ਵੱਖ ਸ਼ੀਟਾਂ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ ਦੇ ਪਾੜੇ ਨੂੰ ਇਲੈਕਟ੍ਰਿਕ ਤੌਰ 'ਤੇ ਵਿਵਸਥਿਤ ਕਰੇਗਾ।

ਬਲੇਡ ਗੈਪ ਐਡਜਸਟਮੈਂਟ ਵਿੱਚ ਅੰਤਰ
ਸਵਿੰਗ ਬੀਮ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਕੋਲ ਬਲੇਡ ਗੈਪ ਨੂੰ ਹੱਥੀਂ ਐਡਜਸਟ ਕਰਨ ਦਾ ਕੰਮ ਹੈ, ਬੱਸ ਹੈਂਡਲ ਨੂੰ ਮੋੜੋ। ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਜ਼ ਵਿੱਚ ਬਲੇਡ ਗੈਪ ਨੂੰ ਇਲੈਕਟ੍ਰਿਕ ਤੌਰ 'ਤੇ ਐਡਜਸਟ ਕਰਨ ਦਾ ਕੰਮ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਨੂੰ ਸਿਸਟਮ ਦੁਆਰਾ ਵਧੇਰੇ ਸੁਵਿਧਾਜਨਕ ਅਤੇ ਸਹੀ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਬਿਹਤਰ ਸ਼ੀਅਰ ਗੁਣਵੱਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਲਾਭਦਾਇਕ ਹੈ।

| ਬਲੇਡ ਗੈਪ ਐਡਜਸਟਮੈਂਟ ਪੜਾਅ |
| 1. ਹੇਠਲੇ ਬਲੇਡ ਨੂੰ ਹਟਾਓ ਅਤੇ ਇਸਨੂੰ ਟੁਕੜੇ ਦੁਆਰਾ ਸਾਫ਼ ਕਰੋ |
| 2. ਬਲੇਡ ਨੂੰ ਚਾਰੇ ਪਾਸਿਆਂ 'ਤੇ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਚੁਣੇ ਹੋਏ ਇੱਕ ਪਾਸੇ ਨੂੰ ਕੱਸ ਕੇ ਸਥਾਪਿਤ ਕੀਤਾ ਗਿਆ ਹੈ। ਅਤੇ ਹਰੀਜੱਟਲ ਅਤੇ ਵਰਟੀਕਲ ਦਿਸ਼ਾਵਾਂ ਵਿੱਚ ਬਲੇਡ ਦੀ ਸਿੱਧੀ ਜਾਂਚ ਕਰੋ। |
| 3. ਉੱਪਰਲਾ ਬਲੇਡ ਸਥਿਰ ਹੈ ਅਤੇ ਇਸ ਨੂੰ ਐਡਜਸਟ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਅਸੀਂ ਹੇਠਲੇ ਬਲੇਡ ਨੂੰ ਐਡਜਸਟ ਕਰਕੇ ਸ਼ੀਅਰ ਬਲੇਡ ਗੈਪ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰਦੇ ਹਾਂ। |
| 4. ਕਲੀਅਰੈਂਸ ਵਧਾਉਣ ਲਈ ਹੇਠਲੇ ਬਲੇਡ ਦੇ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਪੇਚਾਂ ਨੂੰ ਲੱਭੋ, ਆਮ ਤੌਰ 'ਤੇ ਸਭ ਤੋਂ ਬਾਹਰਲੇ ਪਾਸੇ। |
| 5. ਹੇਠਲੇ ਬਲੇਡ ਦੇ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਪਾਸੇ ਦੋ ਸੈੱਟ ਪੇਚਾਂ ਨੂੰ ਲੱਭੋ ਜੋ ਹੇਠਲੇ ਬਲੇਡ ਨੂੰ ਪਾੜੇ ਨੂੰ ਤੰਗ ਕਰਨ ਲਈ ਧੱਕਦੇ ਹਨ। ਉਨ੍ਹਾਂ 'ਤੇ ਬੈਕਅੱਪ ਨਟ ਲੌਕ ਕੀਤੇ ਹੋਏ ਹਨ। ਆਮ ਤੌਰ 'ਤੇ, ਅੰਦਰੋਂ. |
| 6. ਹੇਠਲੇ ਬਲੇਡ ਟੇਬਲ ਦੇ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਚਾਰ ਬੋਲਟ ਨੂੰ ਢਿੱਲਾ ਕਰੋ |
| 7. ਉੱਪਰਲੇ ਬਲੇਡ ਨੂੰ ਹੱਥੀਂ ਮੋੜ ਕੇ ਸਹੀ ਸਥਿਤੀ 'ਤੇ ਹੇਠਾਂ ਕਰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਆਪਰੇਟਰ ਐਡਜਸਟਮੈਂਟ ਸ਼ੁਰੂ ਕਰਨ ਲਈ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਦੇ ਖਾਲੀ ਹਿੱਸੇ 'ਤੇ ਜਾਂਦਾ ਹੈ। |
| 8. ਖੱਬੇ ਹੱਥ ਦੇ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਬਲੇਡਾਂ ਦੇ ਖਾਲੀ ਹਿੱਸੇ ਤੋਂ ਮੋਟੇ ਤੌਰ 'ਤੇ 0.5 ਮਿਲੀਮੀਟਰ ਤੱਕ ਐਡਜਸਟ ਕਰਨ ਲਈ ਇੱਕ ਫੀਲਰ ਗੇਜ ਦੀ ਵਰਤੋਂ ਕਰੋ। |
| 9. ਹੱਥੀਂ ਮੋੜਨ ਨਾਲ ਬਲੇਡ ਨੂੰ ਵਿਚਕਾਰਲੀ ਸਥਿਤੀ ਤੱਕ ਲਿਜਾਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਮੋਟੇ ਤੌਰ 'ਤੇ 0.5 ਮਿਲੀਮੀਟਰ ਤੱਕ ਅਨੁਕੂਲ ਹੁੰਦਾ ਹੈ। |
| 10. ਹੱਥੀਂ ਮੋੜਨ ਨਾਲ ਬਲੇਡ ਨੂੰ ਸਹੀ ਸਥਿਤੀ 'ਤੇ ਲਿਜਾਇਆ ਜਾਂਦਾ ਹੈ ਜਿੱਥੇ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਚਾਕੂ ਬੰਦ ਨਹੀਂ ਹੁੰਦੇ ਹਨ। ਮੱਧ ਸਥਿਤੀ ਨੂੰ ਮੋਟੇ ਤੌਰ 'ਤੇ 0.5 ਮਿਲੀਮੀਟਰ ਤੱਕ ਐਡਜਸਟ ਕੀਤਾ ਗਿਆ ਹੈ। |
| 11. ਹੱਥੀਂ ਉੱਪਰਲੇ ਬਲੇਡ ਨੂੰ ਸਹੀ ਸਥਿਤੀ ਵਿੱਚ ਮੋੜੋ ਅਤੇ ਵਧੀਆ ਵਿਵਸਥਾ ਸ਼ੁਰੂ ਕਰੋ। |
| 12. ਉਸ ਸਥਿਤੀ ਨੂੰ ਠੀਕ ਕਰਨ ਲਈ ਫੀਲਰ ਗੇਜ ਦੀ ਵਰਤੋਂ ਕਰੋ ਜਿੱਥੇ ਖੱਬੇ ਹੱਥ ਦੇ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਬਲੇਡ ਨੂੰ ਉਦੋਂ ਤੱਕ ਡੰਗ ਨਾ ਮਾਰੋ ਜਦੋਂ ਤੱਕ ਫੀਲਰ ਗੇਜ ਦੀਆਂ ਤਿੰਨ ਤਾਰਾਂ ਪੰਜ ਤਾਰਾਂ ਵਿੱਚ ਦਾਖਲ ਨਹੀਂ ਹੋ ਜਾਂਦੀਆਂ। |
| 13. ਹੱਥੀਂ ਬਲੇਡ ਨੂੰ ਵਿਚਕਾਰਲੀ ਸਥਿਤੀ ਤੱਕ ਮੋੜੋ ਅਤੇ ਜਦੋਂ ਤੱਕ ਫੀਲਰ ਗੇਜ ਤਿੰਨ ਤਾਰਾਂ ਵਿੱਚ ਦਾਖਲ ਨਹੀਂ ਹੋ ਸਕਦਾ ਅਤੇ ਪੰਜ ਤਾਰਾਂ ਵਿੱਚ ਦਾਖਲ ਨਹੀਂ ਹੋ ਸਕਦਾ, ਉਦੋਂ ਤੱਕ ਵਧੀਆ ਵਿਵਸਥਾ ਸ਼ੁਰੂ ਕਰੋ। |
| 14. ਬਲੇਡ ਨੂੰ ਦਸਤੀ ਤੌਰ 'ਤੇ ਉਸ ਸਥਿਤੀ ਤੱਕ ਮੋੜੋ ਜਿੱਥੇ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਚਾਕੂ ਸੱਜੇ ਪਾਸੇ ਤੋਂ ਟੁੱਟੇ ਹੋਏ ਨਹੀਂ ਹਨ ਅਤੇ ਵਧੀਆ ਵਿਵਸਥਾ ਸ਼ੁਰੂ ਕਰੋ ਜਦੋਂ ਤੱਕ ਫੀਲਰ ਗੇਜ ਤਿੰਨ ਤਾਰਾਂ ਵਿੱਚ ਦਾਖਲ ਨਹੀਂ ਹੋ ਸਕਦਾ ਅਤੇ ਪੰਜ ਤਾਰਾਂ ਵਿੱਚ ਦਾਖਲ ਨਹੀਂ ਹੋ ਸਕਦਾ ਹੈ। |
| 15. ਜਦੋਂ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਕੱਟਣ ਵਾਲਾ ਕਿਨਾਰਾ ਤਿੱਖਾ ਹੁੰਦਾ ਹੈ, ਜੇਕਰ ਕੱਟੀ ਹੋਈ ਸ਼ੀਟ ਦੇ ਕਿਨਾਰੇ 'ਤੇ ਬਰਰ ਹੁੰਦੇ ਹਨ, ਤਾਂ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਬਲੇਡਾਂ ਵਿਚਕਾਰ ਪਾੜਾ ਸਹੀ ਢੰਗ ਨਾਲ ਘਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। |
ਆਮ ਸਮੱਸਿਆਵਾਂ ਅਤੇ ਚਾਕੂ ਵਿਵਸਥਾ ਦੇ ਹੁਨਰ
ਸਭ ਤੋਂ ਵੱਧ ਅਕਸਰ ਆਈਆਂ ਮੈਟਲ ਪਲੇਟਾਂ ਹਨ:
1. 13mm ਤੋਂ ਵੱਧ ਮੋਟੀਆਂ ਪਲੇਟਾਂ।
2. 0.2~4mm ਪਤਲੀ ਪਲੇਟ।
3. ਫੁੱਲ ਬੋਰਡ.
4. ਹਾਈ ਟੈਂਸ਼ਨ ਪਲੇਟ (ਆਮ ਤੌਰ 'ਤੇ ਆਟੋਮੋਬਾਈਲ ਸ਼ੀਟ ਮੈਟਲ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ)।
5. ਟਾਈਟੇਨੀਅਮ ਪਲੇਟ
ਬਲੇਡ ਦੀ ਸਭ ਤੋਂ ਆਮ ਸਮੱਸਿਆ ਚਿਪਿੰਗ ਜਾਂ ਟੂਲ ਡੈਂਟ ਹੈ। ਇਹਨਾਂ ਸਮੱਸਿਆਵਾਂ ਦੇ ਜਵਾਬ ਵਿੱਚ, ਸਾਨੂੰ ਸਭ ਤੋਂ ਪਹਿਲਾਂ ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਬਲੇਡਾਂ ਦੇ ਵਿਚਕਾਰ ਅੰਤਰ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ.
ਬਲੇਡ ਦੀ ਵਿਵਸਥਾ ਦੇ ਹੁਨਰ
ਬਲੇਡ ਨੂੰ ਐਡਜਸਟ ਕਰਦੇ ਸਮੇਂ, ਤੁਹਾਨੂੰ ਪਲੇਟ ਦੀ ਮੋਟਾਈ ਤੋਂ ਲਗਭਗ 2 ~ 3mm ਮੋਟਾਈ ਤੋਂ ਪਾੜਾ ਸੈੱਟ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਕਹਿਣ ਦਾ ਮਤਲਬ ਹੈ, ਜਦੋਂ ਤੁਸੀਂ 5mm ਮੋਟੀ ਪਲੇਟ ਨੂੰ ਕੱਟਣਾ ਚਾਹੁੰਦੇ ਹੋ, ਤਾਂ ਤੁਹਾਨੂੰ 7mm ਜਾਂ 8mm ਤੋਂ ਐਡਜਸਟ ਕਰਨਾ ਸ਼ੁਰੂ ਕਰ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਹੌਲੀ-ਹੌਲੀ ਇਸ ਨੂੰ ਠੀਕ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਜਦੋਂ ਤੁਸੀਂ ਇਸਨੂੰ ਕੱਟਦੇ ਹੋ, ਪਲੇਟ ਦੀ ਕੱਟਣ ਵਾਲੀ ਸਤਹ 1/3 ਚਮਕਦਾਰ ਸਤਹ ਅਤੇ 2/ 3 ਮੈਟ ਸਤਹ, ਜੋ ਕਿ ਵਧੀਆ ਕੱਟਣ ਪ੍ਰਭਾਵ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਦਾ ਹੈ. ਵੇਰਵੇ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹਨ:


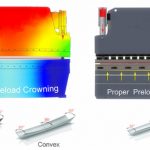
ਪੈਟਰਨ ਬੋਰਡ ਨੂੰ ਕੱਟਣ ਵੇਲੇ ਗੈਪ ਸੈਟਿੰਗ ਔਖੀ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਇਸ ਨੂੰ ਬੋਰਡ ਦੀ ਮੋਟਾਈ ਦੀ ਸਿੱਧੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਬਜਾਏ, ਪੈਟਰਨ ਬੋਰਡ ਦੇ ਸਭ ਤੋਂ ਉੱਤਲ ਬਿੰਦੂ ਤੋਂ ਗਣਨਾ ਕੀਤੀ ਗਈ ਮੋਟੀ ਮੋਟਾਈ ਤੋਂ ਐਡਜਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਨਾਲ ਹੀ, ਪੈਟਰਨ ਫੇਸ ਦੇ ਕੰਨਵੈਕਸ ਸਾਈਡ ਨੂੰ ਹੇਠਾਂ ਕੱਟਣਾ ਟੂਲ ਦੀ ਉਮਰ ਵਧਾ ਸਕਦਾ ਹੈ।
ਇਸ ਤੋਂ ਇਲਾਵਾ, ਪਲੇਟ ਦੀ ਸਮੱਗਰੀ 'ਤੇ ਵਿਚਾਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਖਾਸ ਕਰਕੇ ਜਦੋਂ ਸਟੀਲ ਨੂੰ ਕੱਟਣਾ ਹੋਵੇ. ਕੱਟਣ ਵਾਲਾ ਟੂਲ ਤਿੱਖਾ, ਪਹਿਨਣ-ਰੋਧਕ ਅਤੇ ਸਖ਼ਤ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਸ ਲਈ, ਹਾਈਡ੍ਰੌਲਿਕ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਦੇ ਬਲੇਡ 'ਤੇ ਚਰਚਾ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ. ਚਾਕੂ ਦੇ ਕਿਨਾਰੇ ਦੇ ਕੋਣ ਅਤੇ ਹੋਰ ਦਿੱਖ ਡਿਜ਼ਾਈਨ ਅਤੇ ਉਤਪਾਦਨ ਦੀ ਸ਼ੁੱਧਤਾ ਤੋਂ ਇਲਾਵਾ, ਚੁਣੀ ਗਈ ਸਮੱਗਰੀ ਟੂਲ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲਾ ਮੁੱਖ ਕਾਰਕ ਹੈ।
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਸਵਿੰਗ ਬੀਮ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਵਿਚਕਾਰ ਅੰਤਰ
ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਸਵਿੰਗ ਬੀਮ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਵਿਚਕਾਰ ਅੰਤਰ- CNC ਸ਼ੀਟ ਮੈਟਲ ਬ੍ਰੇਕ ਦਾ ਸੰਚਾਲਨ ਅਤੇ ਰੱਖ-ਰਖਾਅ
- ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਕਿਵੇਂ ਚਲਾਉਣਾ ਹੈ
- ਸੰਯੁਕਤ ਪੰਚਿੰਗ ਅਤੇ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਦੀ ਜਾਣ-ਪਛਾਣ
- QC12 ਗਿਲੋਟਿਨ ਸ਼ੀਅਰ ਹਾਈਡ੍ਰੌਲਿਕ ਮੈਟਲ ਸ਼ੀਟ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
- ਹਾਈਡ੍ਰੌਲਿਕ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਦੀਆਂ ਆਮ ਅਸਫਲਤਾਵਾਂ ਦੀ ਮੁਰੰਮਤ ਅਤੇ ਤੇਲ ਸਰਕਟ ਸਿਸਟਮ ਦਾ ਰੱਖ-ਰਖਾਅ
- ਚਾਰ-ਕਾਲਮ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਲਈ ਆਮ ਨੁਕਸ ਅਤੇ ਸਮੱਸਿਆ ਨਿਪਟਾਰਾ ਵਿਧੀ
- ਹਾਈਡ੍ਰੌਲਿਕ ਗਿਲੋਟਿਨ ਮੈਟਲ ਸ਼ੀਟ ਪਲੇਟ ਸਟੀਲ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ
- ਸੀਐਨਸੀ ਸ਼ੀਟ ਮੈਟਲ ਬੈਂਡਰ ਲਈ ਡਿਫਲੈਕਸ਼ਨ ਮੁਆਵਜ਼ਾ ਕਿਵੇਂ ਬਣਾਇਆ ਜਾਵੇ
- QC11Y ਹਾਈਡ੍ਰੌਲਿਕ ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ