ਭਾਰੀ ਲੋਡ ਦੇ ਕਾਰਨ, ਚਲਦੇ ਹਿੱਸਿਆਂ ਦੀ ਨਾਕਾਫ਼ੀ ਲੁਬਰੀਕੇਸ਼ਨ, ਅਤੇ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਗੁੰਝਲਦਾਰ ਕੰਮ ਕਰਨ ਵਾਲੇ ਵਾਤਾਵਰਣ ਦੇ ਕਾਰਨ, ਚਲਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਪਹਿਨਣ ਜਾਂ ਤਣਾਅ ਦਾ ਕਾਰਨ ਬਣਨਾ ਬਹੁਤ ਆਸਾਨ ਹੈ. ਇਹ ਲੇਖ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਮੋੜਨ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਦੇ ਆਮ ਮਕੈਨੀਕਲ ਅਸਫਲਤਾਵਾਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ ਕਰੇਗਾ:
ਨੁਕਸ 1. ਸਲਾਈਡਰ ਸਪੀਡ ਪਰਿਵਰਤਨ ਬਿੰਦੂ ਲਈ ਲੰਮਾ ਵਿਰਾਮ ਸਮਾਂ
1-1. ਸਿਲੰਡਰ ਦੀ ਉੱਪਰਲੀ ਖੋਲ ਹਵਾ ਵਿੱਚ ਚੂਸ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਦਬਾਅ ਲੰਬੇ ਸਮੇਂ ਲਈ ਬਣਦਾ ਹੈ (ਸਵੈ-ਪ੍ਰਾਈਮਿੰਗ ਪਾਈਪਲਾਈਨ ਲੀਕ ਹੁੰਦੀ ਹੈ)।
1-2. ਫਿਲਿੰਗ ਵਾਲਵ ਜਾਂ ਸਵੈ-ਪ੍ਰਾਈਮਿੰਗ ਪਾਈਪਲਾਈਨ ਦੀ ਪ੍ਰਵਾਹ ਦਰ ਛੋਟੀ ਹੈ, ਜਾਂ ਸਲਾਈਡਿੰਗ ਦੀ ਗਤੀ ਬਹੁਤ ਤੇਜ਼ ਹੈ, ਜਿਸ ਨਾਲ ਸੂਈ ਚੂਸਣ ਦਾ ਕਾਰਨ ਬਣਦਾ ਹੈ।
1-3. ਭਰਨ ਵਾਲਾ ਵਾਲਵ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬੰਦ ਨਹੀਂ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਉੱਪਰੀ ਖੋਲ ਵਿੱਚ ਦਬਾਅ ਹੌਲੀ ਹੋ ਜਾਂਦਾ ਹੈ।
1-4. ਹੌਲੀ-ਹੌਲੀ ਵਾਲਵ ਦੇ ਊਰਜਾਵਾਨ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਫਿਲਿੰਗ ਵਾਲਵ ਨੂੰ ਬੰਦ ਕਰੋ ਅਤੇ ਉਪਰਲੀ ਕੈਵਿਟੀ ਤੇਲ ਨਹੀਂ ਚੂਸ ਸਕਦੀ।
1-5. ਅਨੁਪਾਤਕ ਵਾਲਵ ਦੀ ਗਲਤ ਸਥਿਤੀ ਵੱਖ-ਵੱਖ ਖੁੱਲਣ ਅਤੇ ਸਮਕਾਲੀਕਰਨ ਤੋਂ ਬਾਹਰ ਹੋ ਜਾਂਦੀ ਹੈ।
1-6. ਇਹ ਦੇਖਣ ਲਈ ਕਿ ਕੀ ਟੈਸਟ ਰੁਕਦਾ ਹੈ, ਤੇਜ਼-ਡਾਊਨ ਸਪੀਡ ਨੂੰ ਘਟਾਓ।
1-7. ਫਾਸਟ ਡਾਊਨ ਪ੍ਰੈਸ਼ਰ ਦੇ ਆਕਾਰ ਦਾ ਫਿਲਿੰਗ ਵਾਲਵ ਦੇ ਬੰਦ ਹੋਣ 'ਤੇ ਪ੍ਰਭਾਵ ਪੈਂਦਾ ਹੈ, ਅਤੇ ਤੇਜ਼ ਡਾਊਨ ਪ੍ਰੈਸ਼ਰ ਖਤਮ ਹੋ ਜਾਂਦਾ ਹੈ।
1-8. ਕੰਮ ਅੱਗੇ ਵਧਣ ਤੋਂ ਪਹਿਲਾਂ ਦੇਰੀ ਦੇ ਪੜਾਅ ਵਿੱਚ ਦਬਾਅ ਦੇ ਮਾਪਦੰਡਾਂ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ।
1-9. ਫਿਲਿੰਗ ਵਾਲਵ ਨਿਯੰਤਰਣ ਲਾਈਨ ਦਾ ਗਿੱਲਾ ਮੋਰੀ ਬਹੁਤ ਛੋਟਾ ਹੈ, ਦਬਾਅ ਦਾ ਅੰਤਰ ਬਣਾਉਂਦਾ ਹੈ।
1-10. CNC ਸਿਸਟਮ ਪੈਰਾਮੀਟਰ (ਹੌਲੀ ਹੋਣ ਤੋਂ ਪਹਿਲਾਂ ਦੇਰੀ)।
1-11. CNC ਸਿਸਟਮ ਪੈਰਾਮੀਟਰ (ਲਾਭ ਪੈਰਾਮੀਟਰ ਹੌਲੀ ਗਤੀ ਨਾਲ ਘਟਦਾ ਹੈ)।
1-12. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਫਿਊਲ ਟੈਂਕ ਦਾ ਤੇਲ ਦਾ ਪੱਧਰ ਬਹੁਤ ਘੱਟ ਹੈ, ਫਿਲਿੰਗ ਪੋਰਟ ਵਿੱਚ ਹੜ੍ਹ ਨਹੀਂ ਹੈ, ਅਤੇ ਸਿਲੰਡਰ ਦੀ ਉੱਪਰੀ ਖੋਲ ਫਾਸਟ-ਫਾਰਵਰਡਿੰਗ ਦੌਰਾਨ ਤਰਲ ਨਾਲ ਭਰੀ ਹੋਈ ਹੈ, ਜਿਸ ਨਾਲ ਨਾਕਾਫ਼ੀ ਭਰਾਈ ਹੋ ਰਹੀ ਹੈ। ਉਪਰੋਕਤ ਕਾਰਨਾਂ ਕਰਕੇ, ਟੈਂਕ ਤੋਂ ਤੇਲ ਨੂੰ ਫਿਲਿੰਗ ਪੋਰਟ ਦੇ ਉੱਪਰ 5mm ਤੋਂ ਵੱਧ ਪਾਓ ਤਾਂ ਜੋ ਫਿਲਿੰਗ ਹੋਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਭਰ ਜਾਵੇ।
1-13. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਫਿਲਿੰਗ ਵਾਲਵ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖੁੱਲ੍ਹਿਆ ਹੈ। ਜੇ ਇਹ ਤੇਲ ਦੇ ਗੰਦਗੀ ਦੇ ਕਾਰਨ ਹੈ, ਤਾਂ ਫਿਲਿੰਗ ਵਾਲਵ ਦਾ ਵਾਲਵ ਕੋਰ ਲਚਕਦਾਰ ਅਤੇ ਜਾਮ ਨਹੀਂ ਹੁੰਦਾ, ਜਿਸ ਨਾਲ ਨਾਕਾਫ਼ੀ ਭਰਾਈ ਹੁੰਦੀ ਹੈ। ਸਪੂਲ ਨੂੰ ਲਚਕਦਾਰ ਬਣਾਉਣ ਲਈ ਫਿਲਿੰਗ ਵਾਲਵ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਅਤੇ ਇਸਨੂੰ ਦੁਬਾਰਾ ਸਥਾਪਿਤ ਕਰਨ ਦੀ ਲੋੜ ਹੈ।
1-14. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਤੇਜ਼ ਫਾਰਵਰਡ ਸਪੀਡ ਬਹੁਤ ਤੇਜ਼ ਹੈ, ਨਾਕਾਫ਼ੀ ਭਰਨ ਦਾ ਕਾਰਨ ਬਣ ਰਹੀ ਹੈ। ਉਪਰੋਕਤ ਕਾਰਨਾਂ ਕਰਕੇ, ਸਿਸਟਮ ਪੈਰਾਮੀਟਰਾਂ ਨੂੰ ਸੋਧ ਕੇ ਤੇਜ਼ ਫਾਰਵਰਡ ਸਪੀਡ ਨੂੰ ਘਟਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।

ਨੁਕਸ 2. ਜਦੋਂ ਸਲਾਈਡਰ ਕੰਮ ਕਰ ਰਿਹਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਹੇਠਾਂ ਵੱਲ ਦੀ ਦਿਸ਼ਾ ਲੰਬਕਾਰੀ ਅਤੇ ਅਸਧਾਰਨ ਸ਼ੋਰ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
ਇਸ ਕਿਸਮ ਦੀ ਅਸਫਲਤਾ ਗਾਈਡ ਰੇਲ ਦੀ ਲੰਬੇ ਸਮੇਂ ਦੀ ਵਰਤੋਂ, ਗਾਈਡ ਰੇਲ ਦੀ ਅਸਧਾਰਨ ਲੁਬਰੀਕੇਸ਼ਨ, ਅਤੇ ਪਹਿਨਣ ਦੇ ਕਾਰਨ ਵਧੀ ਹੋਈ ਕਲੀਅਰੈਂਸ ਦੇ ਕਾਰਨ ਹੁੰਦੀ ਹੈ। ਗਾਈਡ ਰੇਲ ਪ੍ਰੈਸ਼ਰ ਪਲੇਟ ਦੀ ਵਿਅਰ ਡਿਗਰੀ ਦੀ ਜਾਂਚ ਕਰਨਾ ਅਤੇ ਲੋੜੀਂਦੀ ਕਲੀਅਰੈਂਸ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਇਸਨੂੰ ਮੁੜ-ਅਵਸਥਾ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ। ਨਿਰਧਾਰਤ ਕਰੋ ਕਿ ਕੀ ਪਹਿਨਣ ਦੀ ਡਿਗਰੀ ਦੇ ਅਨੁਸਾਰ ਗਾਈਡ ਰੇਲ ਪ੍ਰੈਸਿੰਗ ਪਲੇਟ ਨੂੰ ਬਦਲਣਾ ਹੈ। ਜੇ ਤਣਾਅ ਗੰਭੀਰ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਬਦਲਣ ਦੀ ਲੋੜ ਹੈ।
2.1 ਅਸਲ ਪ੍ਰੈਸ਼ਰ ਪਲੇਟ ਨੂੰ ਪਲਾਸਟਿਕ ਨਾਲ ਚਿਪਕਾਇਆ ਜਾਂਦਾ ਹੈ। ਪੇਸਟ ਕੀਤੇ ਪਲਾਸਟਿਕ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਗਾਈਡ ਰੇਲ ਦੀ ਪੇਸਟ ਕਰਨ ਵਾਲੀ ਸਤਹ ਵੱਲ ਧਿਆਨ ਦਿਓ। ਸਕ੍ਰੈਪ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਪੇਸਟ ਕਰਨ ਵਾਲੀ ਸਤ੍ਹਾ 85% ਤੋਂ ਉੱਪਰ ਹੈ ਅਤੇ ਇੱਕ ਜ਼ਿਗਜ਼ੈਗ ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਟੈਂਕ ਖੋਲ੍ਹੋ।
2.2 ਅਸਲ ਦਬਾਉਣ ਵਾਲੀ ਪਲੇਟ ਦੇ ਅੰਦਰ ਇੱਕ ਧਾਤ ਦਾ ਜਾਫੀ ਹੈ। ਇੱਕ ਟਿਨ ਕਾਂਸੀ ਦੀ ਪਲੇਟ ਜਾਂ ਨਕਲੀ ਲੋਹੇ ਦੀ ਚੋਣ ਕਰਨ ਲਈ, ਬੰਧਨ ਦੀ ਸਤਹ ਨੂੰ ਇੱਕ ਗ੍ਰਾਈਂਡਰ ਦੁਆਰਾ ਸੰਸਾਧਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਕਨੈਕਟਿੰਗ ਬੋਲਟ ਬੌਡਿੰਗ ਸਤਹ ਤੋਂ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਜ਼ਿਗਜ਼ੈਗ ਲੁਬਰੀਕੇਟਿੰਗ ਆਇਲ ਗਰੂਵ ਨੂੰ ਖੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ।
ਨੁਕਸ 3. ਬੈਕ ਗੇਜ ਦਾ ਆਕਾਰ ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਅਸੰਗਤ ਹੈ
ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਗਲਤੀ ਛੋਟੀ ਹੈ, 2mm ਦੇ ਅੰਦਰ। ਇਹ ਪੁਸ਼ਟੀ ਕਰਨ ਲਈ ਜਾਂਚ ਕਰੋ ਕਿ X1/X2 ਮਕੈਨੀਕਲ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਢਾਂਚੇ ਵਿੱਚ ਕੋਈ ਨੁਕਸ ਨਹੀਂ ਹਨ। ਉਂਗਲੀ ਨੂੰ ਐਡਜਸਟ ਕਰਕੇ ਗਲਤੀ ਨੂੰ ਦੂਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਜੇਕਰ ਮਕੈਨੀਕਲ ਟਰਾਂਸਮਿਸ਼ਨ ਢਾਂਚੇ (ਜਿਵੇਂ ਕਿ ਬੇਅਰਿੰਗਸ, ਬਾਲ ਪੇਚ, ਲੀਨੀਅਰ ਰੇਲਜ਼, ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਵ੍ਹੀਲਜ਼, ਟਰਾਂਸਮਿਸ਼ਨ ਬੈਲਟ, ਆਦਿ) ਵਿੱਚ ਕੋਈ ਨੁਕਸ ਨਹੀਂ ਹੈ, ਤਾਂ ਨੁਕਸ ਨੂੰ ਦੂਰ ਕਰੋ। ਸਮਾਨਤਾ ਦੀ ਸਹਿਣਸ਼ੀਲਤਾ ਦੇ ਅੰਦਰ ਮੁੜ-ਅਡਜਸਟ ਕਰੋ ਅਤੇ ਸਮਕਾਲੀ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਡਿਵਾਈਸ ਨੂੰ ਮੁੜ-ਇੰਸਟਾਲ ਕਰੋ।
ਨੁਕਸ 4. ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਪਿਛਲੇ ਗੇਅਰ ਸ਼ਾਫਟ ਦੀ ਕੋਈ ਗਤੀ ਨਹੀਂ
ਬੈਕਗੇਜ ਸ਼ਾਫਟ ਟਰਾਂਸਮਿਸ਼ਨ ਦੀ ਅਸਫਲਤਾ ਦਾ ਕਾਰਨ ਇਹ ਹੋ ਸਕਦਾ ਹੈ ਕਿ ਟਰਾਂਸਮਿਸ਼ਨ ਸ਼ਾਫਟ ਟਾਈਮਿੰਗ ਬੈਲਟ ਵ੍ਹੀਲ, ਕੀ ਬਾਰ, ਜਾਂ ਟਾਈਮਿੰਗ ਬੈਲਟ ਤੋਂ ਵੱਖ ਹੋ ਗਿਆ ਹੋਵੇ। ਸਟੌਪਰ ਸ਼ਾਫਟ ਡਰਾਈਵਰ ਅਤੇ ਸਰਵੋ ਮੋਟਰ ਨੁਕਸਦਾਰ ਹਨ, ਅਤੇ ਉੱਪਰਲਾ ਕੰਪਿਊਟਰ ਕੰਟਰੋਲ ਸਿਸਟਮ ਨੁਕਸਦਾਰ ਹੈ। ਅਜਿਹੀਆਂ ਅਸਫਲਤਾਵਾਂ ਨੂੰ ਅਸਫਲਤਾ ਦੇ ਕਾਰਨ ਦੀ ਜਾਂਚ ਅਤੇ ਪੁਸ਼ਟੀ ਕਰਨ, ਅਸਫਲ ਹਿੱਸਿਆਂ ਦੀ ਮੁਰੰਮਤ ਜਾਂ ਬਦਲਣ ਅਤੇ ਅਸਫਲਤਾ ਨੂੰ ਖਤਮ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।

ਨੁਕਸ 5. ਤੇਲ ਪੰਪ ਦਾ ਬਹੁਤ ਜ਼ਿਆਦਾ ਸ਼ੋਰ (ਬਹੁਤ ਤੇਜ਼ ਹੀਟਿੰਗ), ਤੇਲ ਪੰਪ ਨੂੰ ਨੁਕਸਾਨ
5-1. ਤੇਲ ਪੰਪ ਚੂਸਣ ਲਾਈਨ ਲੀਕ ਜਾਂ ਤੇਲ ਟੈਂਕ ਦਾ ਤਰਲ ਪੱਧਰ ਬਹੁਤ ਘੱਟ ਹੈ, ਜਿਸ ਕਾਰਨ ਤੇਲ ਪੰਪ ਖਾਲੀ ਹੋ ਜਾਂਦਾ ਹੈ।
5-2. ਤੇਲ ਦਾ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੈ ਅਤੇ ਤੇਲ ਦੀ ਲੇਸ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ, ਜਿਸਦੇ ਨਤੀਜੇ ਵਜੋਂ ਉੱਚ ਤੇਲ ਸੋਖਣ ਪ੍ਰਤੀਰੋਧ ਹੁੰਦਾ ਹੈ।
5-3. ਚੂਸਣ ਪੋਰਟ ਤੇਲ ਫਿਲਟਰ ਬੰਦ ਹੈ ਅਤੇ ਤੇਲ ਗੰਦਾ ਹੈ.
5-4. ਪੰਪ ਨੂੰ ਕਿਸੇ ਵੀ ਦਸਤਕ ਨਾਲ ਨੁਕਸਾਨ ਹੁੰਦਾ ਹੈ (ਜਦੋਂ ਪੰਪ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜ਼ਖਮੀ)।
5-5. ਕਪਲਿੰਗ ਇੰਸਟਾਲੇਸ਼ਨ ਸਮੱਸਿਆਵਾਂ, ਜਿਵੇਂ ਕਿ ਬਹੁਤ ਜ਼ਿਆਦਾ ਧੁਰੀ ਕੱਸਣਾ, ਮੋਟਰ ਸ਼ਾਫਟ, ਅਤੇ ਆਇਲ ਪੰਪ ਸ਼ਾਫਟ ਕੇਂਦਰਿਤ ਨਹੀਂ ਹਨ।
5-6. ਪੰਪ ਸਥਾਪਿਤ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਇਹ ਲੰਬੇ ਸਮੇਂ ਲਈ ਉਲਟ ਜਾਂਦਾ ਹੈ ਜਾਂ ਟੈਸਟ ਮਸ਼ੀਨ ਦੇ ਦੌਰਾਨ ਰਿਫਿਊਲ ਨਹੀਂ ਕਰਦਾ.
5-7. ਆਊਟਲੈਟ ਹਾਈ-ਪ੍ਰੈਸ਼ਰ ਆਇਲ ਫਿਲਟਰ ਬਲੌਕ ਕੀਤਾ ਗਿਆ ਹੈ ਜਾਂ ਵਹਾਅ ਦੀ ਦਰ ਮਿਆਰੀ ਨਹੀਂ ਹੈ।
5-8. ਤੇਲ ਪੰਪ ਚੂਸਦਾ ਹੈ (ਇੱਥੇ ਤੇਲ ਹੈ, ਪਰ ਤੇਲ ਪੰਪ ਚੂਸਣ ਪੋਰਟ 'ਤੇ ਹਵਾ ਹੈ)।
5-9. ਜੇਕਰ ਇਹ ਪਲੰਜਰ ਪੰਪ ਹੈ, ਤਾਂ ਤੇਲ ਰਿਟਰਨ ਪੋਰਟ ਲਾਈਨ ਦੀ ਉਚਾਈ ਬਹੁਤ ਘੱਟ ਸੈੱਟ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
5-10. ਜੇ ਇਹ ਇੱਕ HOEBIGER ਤੇਲ ਪੰਪ ਹੈ, ਤਾਂ ਇਹ ਡਿਫਲੇਟ ਹੋ ਸਕਦਾ ਹੈ।
5-11. ਤੇਲ ਦਾ ਤਾਪਮਾਨ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਕਾਰਨ ਲੇਸ ਘੱਟ ਜਾਂਦੀ ਹੈ (60 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਦੇ ਅੰਦਰ)।
5-12. ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ ਵਿੱਚ ਪਾਣੀ ਹੁੰਦਾ ਹੈ, ਜੋ ਹਾਈ-ਪ੍ਰੈਸ਼ਰ ਫਿਲਟਰ ਤੱਤ ਨੂੰ ਰੁਕਾਵਟ ਅਤੇ ਨੁਕਸਾਨ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦਾ ਹੈ।

ਨੁਕਸ 6. ਸਲਾਈਡਰ ਦੀ ਗਤੀ ਨੂੰ ਹੌਲੀ ਨਾ ਕਰੋ
6-1. ਕੀ ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਅਨੁਪਾਤਕ ਦਿਸ਼ਾ-ਨਿਰਦੇਸ਼ ਵਾਲਵ ਵਿੱਚ ਇੱਕ ਇਲੈਕਟ੍ਰੀਕਲ ਸਿਗਨਲ ਹੈ ਜਾਂ ਕੀ ਸਪੂਲ ਵਿੱਚ ਕੋਈ ਕਿਰਿਆ ਹੈ ਜਾਂ ਉਹ ਫਸਿਆ ਹੋਇਆ ਹੈ।
6-2. ਸਿਸਟਮ ਦਬਾਅ ਨਹੀਂ ਬਣਾ ਸਕਦਾ।
6-3. ਫਿਲਿੰਗ ਵਾਲਵ ਫਸਿਆ ਹੋਇਆ ਹੈ, ਜਾਂ ਫਿਲਿੰਗ ਵਾਲਵ ਸੀਲਿੰਗ ਰਿੰਗ ਲੀਕ ਹੋ ਰਿਹਾ ਹੈ।
6-4. ਕੀ ਹੌਲੀ ਵਾਲਵ ਵਿੱਚ ਬਿਜਲੀ ਦਾ ਸਿਗਨਲ ਹੈ ਜਾਂ ਫਸਿਆ ਹੋਇਆ ਹੈ।
6-5. ਪਿੱਠ ਦਾ ਦਬਾਅ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ ਜਾਂ ਹੌਲੀ ਹੋ ਜਾਂਦਾ ਹੈ ਦਬਾਅ ਬਹੁਤ ਘੱਟ ਹੈ।

ਨੁਕਸ 7. ਜਦੋਂ ਸਲਾਈਡਰ ਹੌਲੀ-ਹੌਲੀ ਚਲਦਾ ਹੈ, ਇਹ ਵਾਈਬ੍ਰੇਟ ਕਰਦਾ ਹੈ, ਝੂਲਦਾ ਹੈ ਅਤੇ ਰੌਲਾ ਪਾਉਂਦਾ ਹੈ
7-1. ਸਿਲੰਡਰ ਤੋਂ ਡਿਸਚਾਰਜ ਕੀਤੇ ਦਬਾਅ ਦੇ ਤੇਲ ਵਿੱਚ ਹਵਾ ਦੇ ਬੁਲਬੁਲੇ ਹੁੰਦੇ ਹਨ।
7-2. ਸਲਾਈਡ ਰੇਲ ਦਾ ਰਗੜ ਬਲ ਬਹੁਤ ਵੱਡਾ ਹੈ, ਭਾਵੇਂ ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਹੋਵੇ।
7-3. ਗਾਈਡ ਪਲੇਟ ਦੀ ਫਿਟਿੰਗ ਸਤਹ ਵਿਚਕਾਰ ਪਾੜਾ ਵੱਡਾ ਹੈ, ਜਾਂ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਅਸਮਾਨ ਹਨ।
7-4. ਰੈਕ ਅਤੇ ਵਰਕਬੈਂਚ ਦਾ ਪੱਧਰ ਸਹੀ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਨਹੀਂ ਕੀਤਾ ਗਿਆ ਹੈ।
7-5. ਸੰਤੁਲਨ ਵਾਲਵ ਬਲੌਕ ਕੀਤਾ ਗਿਆ ਹੈ.
7-6. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਤੇਜ਼-ਰਿਲੀਜ਼ ਵਾਲਵ ਊਰਜਾਵਾਨ ਹੈ ਅਤੇ ਖੁੱਲ੍ਹਿਆ ਹੈ।
7-7. ਸੰਖਿਆਤਮਕ ਕੰਟਰੋਲ ਸਿਸਟਮ ਪੈਰਾਮੀਟਰ (ਲਾਭ), ਜਾਂ ਕੰਮ ਫੀਡ ਸਪੀਡ ਸੈਟਿੰਗ ਬਹੁਤ ਵੱਡੀ ਹੈ।
7-8. ਬੈਕਪ੍ਰੈਸ਼ਰ ਵਾਲਵ ਢਿੱਲਾ ਹੈ ਅਤੇ ਦੋਵਾਂ ਪਾਸਿਆਂ ਦਾ ਵਿਰੋਧ ਵੱਖਰਾ ਹੈ।
7-9. ਕੀ ਸੋਲਨੋਇਡ ਅਨੁਪਾਤਕ ਵਾਲਵ ਕੋਇਲ ਪੱਖਪਾਤੀ ਹੈ ਅਤੇ ਕੀ ਅਨੁਪਾਤਕ ਵਾਲਵ ਦਾ ਨਿਰਪੱਖ ਸਥਿਤੀ ਸਿਗਨਲ ਸਹੀ ਹੈ।
7-10. ਕੀ ਅਨੁਪਾਤਕ ਸਰਵੋ ਵਾਲਵ ਦਾ ਸਿਗਨਲ ਖਰਾਬ ਹੈ, ਨਿਰੀਖਣ ਵਿਧੀ ਉਪਰੋਕਤ ਵਾਂਗ ਹੀ ਹੈ।
7-11. ਪਿਸਟਨ ਰਾਡ ਨੂੰ ਤੇਲ ਸਿਲੰਡਰ ਸੀਲਿੰਗ ਰਿੰਗ ਦੁਆਰਾ ਕੱਸ ਕੇ ਲਾਕ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਵਿਰੋਧ ਵੱਡਾ ਹੁੰਦਾ ਹੈ (ਪੀਟੀਐਫਈ ਹਾਰਡ ਸੀਲਿੰਗ ਰਿੰਗ ਟੈਸਟ ਨੂੰ ਬਦਲੋ)।
7-12. ਗਰੇਟਿੰਗ ਰੂਲਰ 'ਤੇ ਗੋਲਾਕਾਰ ਵਾਸ਼ਰ ਸਥਾਪਤ ਨਹੀਂ ਹੈ, ਸਲਾਈਡਿੰਗ ਸੀਟ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਨਹੀਂ ਚਲਦੀ ਹੈ, ਅਤੇ ਗਰੇਟਿੰਗ ਰੂਲਰ ਸੰਚਾਰ ਲਾਈਨ ਨਾਲ ਸਮੱਸਿਆ ਹੈ।
7-13. ਦਬਾਅ ਵਕਰ ਗਲਤ ਹੈ, ਕੰਮ ਦੇ ਦੌਰਾਨ ਦਬਾਅ ਕਾਫ਼ੀ ਨਹੀਂ ਹੈ.
7-14. ਫਿਲਿੰਗ ਵਾਲਵ ਦੀ ਪ੍ਰੈਸ਼ਰ ਸੀਲਿੰਗ ਓ-ਰਿੰਗ ਥੋੜ੍ਹੀ ਜਿਹੀ ਲੀਕੇਜ ਪੈਦਾ ਕਰਦੀ ਹੈ।

ਨੁਕਸ 8. ਹੌਲੀ ਹੋਣ 'ਤੇ ਵੱਡੇ ਸਮਕਾਲੀ ਵਿਵਹਾਰ
8-1. ਸਮਕਾਲੀ ਖੋਜ ਪ੍ਰਣਾਲੀ ਦੀ ਅਸਫਲਤਾ (ਗ੍ਰੇਟਿੰਗ ਸਕੇਲ)।
8-2. ਅਨੁਪਾਤਕ ਦਿਸ਼ਾ ਵਾਲਵ.
8-3. ਤੇਜ਼ ਹੇਠਲੇ ਵਾਲਵ ਦਾ ਲੀਕੇਜ.
8-4. ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਪਿਛਲੇ ਦਬਾਅ ਵਿੱਚ ਵੱਡਾ ਪਾੜਾ।
8-5. ਤੇਲ ਦਾ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੈ।
8-6. ਸਿਲੰਡਰ ਦੇ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਚੈਂਬਰਾਂ ਵਿੱਚ ਤੇਲ ਦੀ ਸਤਰ।
8-7. CNC ਸਿਸਟਮ ਪੈਰਾਮੀਟਰ.


ਫਾਲਟ 9. ਝੁਕਣ ਵਾਲਾ ਕੋਣ ਗਲਤੀ
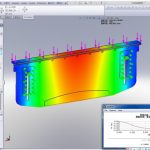
9-1. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਮੁਆਵਜ਼ਾ ਸਿਲੰਡਰ ਦਾ ਮੁਆਵਜ਼ਾ ਵਿਗਾੜ ਵੱਡਾ ਹੈ ਅਤੇ ਜ਼ੀਰੋ ਸਥਿਤੀ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬਹਾਲ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
9-2. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਤੇਜ਼-ਕੈਂਪ ਢਿੱਲਾ ਹੈ।
9-3. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਹਰੇਕ ਝੁਕਣ ਦੇ ਹੇਠਲੇ ਡੈੱਡ ਪੁਆਇੰਟ ਵਿੱਚ ਕੋਈ ਬਦਲਾਅ ਹੈ।
9-4. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਧਨੁਸ਼ ਦੇ ਆਕਾਰ ਦੀ ਪਲੇਟ ਸਹੀ ਢੰਗ ਨਾਲ ਸਥਾਪਿਤ ਕੀਤੀ ਗਈ ਹੈ ਅਤੇ ਕੀ ਪੇਚ ਦਾ ਮੋਰੀ ਮਰ ਗਿਆ ਹੈ।
9-5. ਸ਼ੀਟ ਵਿੱਚ ਹੀ ਬਦਲਾਅ (ਮੋਟਾਈ, ਸਮੱਗਰੀ, ਤਣਾਅ).
9-6. ਕੀ ਗਰੇਟਿੰਗ ਸ਼ਾਸਕ ਢਿੱਲਾ ਹੈ?
9-7. ਗਲਤ ਸਥਿਤੀ ਦੀ ਸ਼ੁੱਧਤਾ: ਕੀ ਅਨੁਪਾਤਕ ਵਾਲਵ ਦਾ ਜ਼ੀਰੋ ਆਫਸੈੱਟ ਮੁੱਲ ਉਚਿਤ ਹੈ? ਸਥਿਤੀ ਹੇਠਲੇ ਡੈੱਡ ਸੈਂਟਰ ਤੱਕ ਨਹੀਂ ਪਹੁੰਚ ਸਕਦੀ, ਜਿਸ ਨਾਲ ਵਾਪਸ ਆਉਣਾ ਅਸੰਭਵ ਹੋ ਜਾਂਦਾ ਹੈ।

ਨੁਕਸ 10. ਹਾਈਡ੍ਰੌਲਿਕ ਲਾਈਨਾਂ ਜਾਂ ਟਿਊਬਿੰਗ ਫਟਣ ਵਿੱਚ ਤੇਲ ਦਾ ਲੀਕ ਹੋਣਾ
10-1. ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਤੇਲ ਪਾਈਪ ਦੀ ਸਥਾਪਨਾ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ (ਵਿਸਤ੍ਰਿਤ ਲੰਬਾਈ, ਪਾਈਪ ਵਿਆਸ, ਕੰਧ ਦੀ ਮੋਟਾਈ, ਫੇਰੂਲ, ਗਿਰੀ ਬਹੁਤ ਤੰਗ, ਬਹੁਤ ਢਿੱਲੀ, ਝੁਕਣ ਦਾ ਘੇਰਾ, ਆਦਿ)।
10-2. ਕੀ ਟਿਊਬਿੰਗ ਦਾ ਪ੍ਰਭਾਵ ਜਾਂ ਵਾਈਬ੍ਰੇਸ਼ਨ ਹੈ।
10-3. ਜਾਂਚ ਕਰੋ ਕਿ ਪਾਈਪਲਾਈਨ ਕਿਸੇ ਹੋਰ ਨਾਲ ਟਕਰਾਉਂਦੀ ਹੈ ਜਾਂ ਨਹੀਂ।
10-4. ਪਾਈਪ ਲਾਈਨ ਨੂੰ ਪਾਈਪ ਕਲੈਂਪਾਂ ਦੁਆਰਾ ਸਥਿਰ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਨੁਕਸ 11. ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਦੀ ਸਥਾਪਨਾ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦੌਰਾਨ ਸਾਵਧਾਨੀਆਂ
11-1. ਪੇਂਟ ਨਾਲ ਸੀਲ ਕੀਤੇ ਵਾਲਵ ਆਪਣੇ ਆਪ ਤੋਂ ਵੱਖ ਨਹੀਂ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ, ਇਕੱਲੇ ਐਡਜਸਟ ਕਰਨ ਦਿਓ।
11-2. ਵਾਲਵ ਸਫਾਈ ਤੋਂ ਬਾਅਦ ਆਮ ਤੌਰ 'ਤੇ ਕੰਮ ਕਰਦਾ ਹੈ, ਇਸ ਨੂੰ ਨਵੇਂ ਤੇਲ ਨਾਲ ਬਦਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਤੇਲ ਟੈਂਕ ਨੂੰ ਤੁਰੰਤ ਸਾਫ਼ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
11-3. ਤੇਲ ਪੰਪ ਨੂੰ ਇੰਸਟਾਲੇਸ਼ਨ ਦੌਰਾਨ ਕਿਸੇ ਵੀ ਦਸਤਕ ਜਾਂ ਪ੍ਰਭਾਵ ਦੇ ਅਧੀਨ ਨਹੀਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਤੇਲ ਪੰਪ ਨੂੰ ਜਾਂਚ ਤੋਂ ਪਹਿਲਾਂ ਰੀਫਿਊਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
11-4. ਹਰੇਕ ਵਾਲਵ ਨੂੰ ਸਥਾਪਿਤ ਕਰਦੇ ਸਮੇਂ, ਸਿਰਫ ਇਸਦੇ ਵਾਲਵ ਬਾਡੀ ਨੂੰ ਲਿਜਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਕਿਸੇ ਵੀ ਸੋਲਨੋਇਡ ਵਾਲਵ ਨੂੰ ਛੂਹਿਆ ਨਹੀਂ ਜਾਣਾ ਚਾਹੀਦਾ।
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
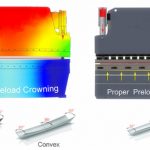
 ਇੱਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਇੱਕ ਮੁਆਵਜ਼ਾ ਪ੍ਰਣਾਲੀ ਕਿਉਂ ਸ਼ਾਮਲ ਕਰੋ
ਇੱਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਇੱਕ ਮੁਆਵਜ਼ਾ ਪ੍ਰਣਾਲੀ ਕਿਉਂ ਸ਼ਾਮਲ ਕਰੋ- ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਕਿਵੇਂ ਚਲਾਉਣਾ ਹੈ
- ਲੇਜ਼ਰ ਐਂਟੀਫਰੀਜ਼ ਬਾਰੇ 6 ਸੁਝਾਅ
- 100t ਚਾਰ-ਕਾਲਮ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਦੇ ਆਮ ਨੁਕਸ ਅਤੇ ਸਮੱਸਿਆ ਨਿਪਟਾਰਾ ਕਰਨ ਦੇ ਤਰੀਕੇ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈੱਸ ਬ੍ਰੇਕ ਦੀਆਂ ਕਿੰਨੀਆਂ ਕਿਸਮਾਂ ਹਨ
- ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਅਤੇ ਰਚਨਾ
- ਚਾਰ-ਕਾਲਮ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਲਈ ਆਮ ਨੁਕਸ ਅਤੇ ਸਮੱਸਿਆ ਨਿਪਟਾਰਾ ਵਿਧੀ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਸੁਰੱਖਿਅਤ ਸੰਚਾਲਨ ਨਿਯਮ
- ਸੀਐਨਸੀ ਸ਼ੀਟ ਮੈਟਲ ਬੈਂਡਰ ਲਈ ਡਿਫਲੈਕਸ਼ਨ ਮੁਆਵਜ਼ਾ ਕਿਵੇਂ ਬਣਾਇਆ ਜਾਵੇ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਡਾਈਜ਼ ਕੀ ਬਣੀਆਂ ਹਨ? ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਟੂਲਿੰਗ ਕੀ ਹੈ?