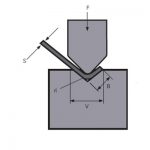
CNC ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਠੰਡੇ ਧਾਤ ਦੀ ਸ਼ੀਟ ਨੂੰ ਵੱਖ-ਵੱਖ ਜਿਓਮੈਟ੍ਰਿਕ ਕਰਾਸ-ਸੈਕਸ਼ਨਲ ਆਕਾਰਾਂ ਵਿੱਚ ਮੋੜਨ ਲਈ ਲੈਸ ਮੋਲਡ (ਆਮ ਜਾਂ ਵਿਸ਼ੇਸ਼ ਉੱਲੀ) ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ। ਇਹ ਇੱਕ ਸ਼ੀਟ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ ਹੈ ਜੋ ਕੋਲਡ-ਰੋਲਡ ਸ਼ੀਟ ਮੈਟਲ ਪ੍ਰੋਸੈਸਿੰਗ ਲਈ ਤਿਆਰ ਕੀਤੀ ਗਈ ਹੈ ਅਤੇ ਆਟੋਮੋਬਾਈਲਜ਼, ਏਅਰਕ੍ਰਾਫਟ ਮੈਨੂਫੈਕਚਰਿੰਗ, ਲਾਈਟ ਇੰਡਸਟਰੀ, ਸ਼ਿਪ ਬਿਲਡਿੰਗ, ਕੰਟੇਨਰਾਂ, ਐਲੀਵੇਟਰਾਂ ਅਤੇ ਰੇਲਵੇ ਵਾਹਨਾਂ ਵਰਗੇ ਉਦਯੋਗਾਂ ਵਿੱਚ ਸ਼ੀਟ ਬੈਂਡਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਹਾਈਡ੍ਰੌਲਿਕ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਦੇ ਸਿਧਾਂਤ 'ਤੇ ਬਣਾਇਆ ਗਿਆ ਇੱਕ ਆਟੋਮੈਟਿਕ ਕੰਟਰੋਲ ਸਿਸਟਮ। ਅਜਿਹੀ ਪ੍ਰਣਾਲੀ ਵਿੱਚ, ਨਿਯੰਤਰਣ ਸਿਗਨਲ ਬਦਲਣ ਦੇ ਨਾਲ ਐਕਟੁਏਟਰ ਦੀ ਗਤੀ ਬਦਲ ਜਾਂਦੀ ਹੈ।
ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਰਵੋ ਵਾਲਵ ਇੱਕ ਆਟੋਮੈਟਿਕ ਕੰਟਰੋਲ ਵਾਲਵ ਹੈ। ਇਹ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਪਰਿਵਰਤਨ ਕੰਪੋਨੈਂਟ ਅਤੇ ਪਾਵਰ ਐਂਪਲੀਫੀਕੇਸ਼ਨ ਕੰਪੋਨੈਂਟ ਦੋਵੇਂ ਹਨ। ਇਸਦਾ ਫੰਕਸ਼ਨ ਇੱਕ ਛੋਟੀ-ਪਾਵਰ ਐਨਾਲਾਗ ਸਿਗਨਲ ਇੰਪੁੱਟ ਨੂੰ ਇਲੈਕਟ੍ਰੀਕਲ ਸਿਗਨਲ ਦੇ ਆਕਾਰ ਅਤੇ ਧਰੁਵੀਤਾ ਅਤੇ ਇੱਕ ਤੇਜ਼ ਜਵਾਬ ਦੇ ਨਾਲ ਇੱਕ ਵੱਡੇ ਜਵਾਬ ਵਿੱਚ ਬਦਲਣਾ ਹੈ। ਪਾਵਰ ਹਾਈਡ੍ਰੌਲਿਕ ਊਰਜਾ ਵਹਾਅ ਅਤੇ ਦਬਾਅ ਆਉਟਪੁੱਟ, ਤਾਂ ਜੋ ਹਾਈਡ੍ਰੌਲਿਕ ਐਕਚੁਏਟਰ ਦੇ ਵਿਸਥਾਪਨ, ਗਤੀ, ਪ੍ਰਵੇਗ ਅਤੇ ਬਲ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾ ਸਕੇ। ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਰਵੋ ਵਾਲਵ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਇਲੈਕਟ੍ਰੀਕਲ-ਮਕੈਨੀਕਲ ਕਨਵਰਟਰ, ਇੱਕ ਹਾਈਡ੍ਰੌਲਿਕ ਐਂਪਲੀਫਾਇਰ, ਅਤੇ ਇੱਕ ਖੋਜ ਫੀਡਬੈਕ ਵਿਧੀ ਨਾਲ ਬਣਿਆ ਹੁੰਦਾ ਹੈ।
ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਦਾ ਸਵਾਲ
1. ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਵਿੱਚ ਕਿੰਨੇ ਕੁਹਾੜੇ ਹੁੰਦੇ ਹਨ?
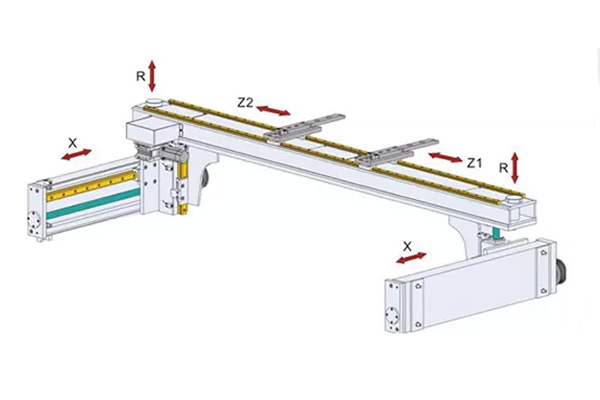
CNC ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਵਿੱਚ ਬਹੁਤ ਸਾਰੇ CNC ਧੁਰੇ ਹਨ, ਜੋ ਕਿ ਵੱਧ ਤੋਂ ਵੱਧ 18 ਧੁਰੇ ਤੱਕ ਹੋ ਸਕਦੇ ਹਨ। ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਣ ਵਾਲੇ CNC ਧੁਰੇ ਫੰਕਸ਼ਨ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹਨ: Y1Y2 ਐਕਸਿਸ ਸਲਾਈਡਰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ 100 ਮੂਵਮੈਂਟ (ਇਲੈਕਟਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਰਵੋ ਵਾਲਵ), ਐਕਸ-ਐਕਸਿਸ ਬੈਕ ਗੇਜ (ਸਰਵੋ ਮੋਟਰ), ਆਰ ਐਕਸਿਸ ਬੈਕਸਟੌਪ (ਸਰਵੋ) ਦੀ ਪਿੱਛੇ ਅਤੇ ਅੱਗੇ ਦੀ ਗਤੀ ਮੋਟਰ), Z1Z2 ਧੁਰਾ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਉਂਗਲਾਂ (ਸਰਵੋ ਮੋਟਰ) ਦੀ ਗਤੀ ਨੂੰ ਰੋਕਦਾ ਹੈ, ਅਤੇ ਡਬਲਯੂ-ਐਕਸਿਸ ਕਨਵੈਕਸ ਟੇਬਲ।
Zhongrui CNC ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਦੇ ਧੁਰੀ ਵਿਸਥਾਪਨ ਵਿੱਚ ਕਈ ਧੁਰੇ ਹਨ। ਆਮ ਚੀਜ਼ਾਂ ਹਨ:
● ਸਿਲੰਡਰ ਸਟ੍ਰੋਕ ਦਾ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਵਿਸਥਾਪਨ
● ਬੈਕ ਗੇਜ ਦਾ ਅੱਗੇ ਅਤੇ ਪਿੱਛੇ ਵਿਸਥਾਪਨ
● ਬੈਕ ਗੇਜ ਦਾ ਵਿਸਥਾਪਨ ਚੁੱਕਣਾ
● ਉੱਪਰੀ ਉਂਗਲੀ ਦਾ ਖੱਬਾ ਅਤੇ ਸੱਜੇ ਵਿਸਥਾਪਨ
● ਟੇਬਲ ਡਿਫਲੈਕਸ਼ਨ ਮੁਆਵਜ਼ੇ ਲਈ ਵਿਸਥਾਪਨ ਨੂੰ ਚੁੱਕਣਾ
● ਮੋੜਨ ਵਾਲੀ ਪਲੇਟ ਸਹਾਇਕ ਬਰੈਕਟ ਵਿਸਥਾਪਨ
● ਅੱਗੇ ਤੋਂ ਪਿੱਛੇ ਵਿਸਥਾਪਨ
2. CNC ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਵਾਲਵ ਬਲਾਕ ਦੇ ਅੱਗੇ ਸਰਵੋ ਮੋਟਰ ਦੀ ਕੀ ਭੂਮਿਕਾ ਹੈ?
ਇਹ ਫੀਡਿੰਗ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਫੀਡਿੰਗ ਨੂੰ ਸ਼ੁੱਧਤਾ ਲਈ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਹਿੱਸਾ ਝੁਕਿਆ ਹੋਇਆ ਹੈ, ਅਤੇ ਝੁਕਣ ਨੂੰ ਇਸ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
3. ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਦੇ ਹਾਈਡ੍ਰੌਲਿਕ ਕਾਲਮ ਨੂੰ ਕਿਵੇਂ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ?
ਵਾਲਵ ਸਮੂਹ ਦੁਆਰਾ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਆਮ ਟੋਰਸ਼ਨ ਸ਼ਾਫਟ ਝੁਕਣ ਵਾਲੀ ਮਸ਼ੀਨ ਤੇਲ ਸਿਲੰਡਰ ਵਿੱਚ ਪੇਚ ਨਟ ਦੀ ਸਥਿਤੀ ਦੁਆਰਾ ਝੁਕਣ ਦੀ ਡੂੰਘਾਈ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਦੀ ਹੈ, ਅਤੇ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਰਵੋ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਗਰੇਟਿੰਗ ਸ਼ਾਸਕ ਦੁਆਰਾ ਸਥਿਤੀ ਨੂੰ ਫੀਡਬੈਕ ਕਰਦੀ ਹੈ, ਅਤੇ ਸਿਸਟਮ ਝੁਕਣ ਦੀ ਡੂੰਘਾਈ ਨੂੰ ਕੰਟਰੋਲ ਕਰਦਾ ਹੈ।
4. ਕੀ ਕਾਰਨ ਹੈ ਕਿ ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਕੰਮ ਨਹੀਂ ਕਰਦਾ ਹੈ
ਤੇਲ ਸਰਕਟ: ਪਹਿਲਾਂ ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਨਿਰੀਖਣ ਬਾਲਣ ਟੈਂਕ ਵਿੱਚ ਤੇਲ ਕਾਫ਼ੀ ਹੈ, ਸੋਲਨੋਇਡ ਵਾਲਵ ਕੰਮ ਨਹੀਂ ਕਰਦਾ, ਕੀ ਕੋਇਲ ਟੁੱਟਿਆ ਜਾਂ ਫਸਿਆ ਹੋਇਆ ਹੈ, ਅਤੇ ਕੀ ਓਵਰਫਲੋ ਵਾਲਵ ਸਰੋਤ ਕੰਮ ਕਰ ਰਿਹਾ ਹੈ
ਇਹ ਦੇਖਣ ਵਿੱਚ ਕੋਈ ਸਮੱਸਿਆ ਨਹੀਂ ਹੈ ਕਿ ਕੀ ਤੇਲ ਸਿਲੰਡਰ ਲੀਕ ਹੋ ਰਿਹਾ ਹੈ (ਕੰਮ ਨਾ ਹੋਣ 'ਤੇ ਤੇਲ ਸਿਲੰਡਰ ਹੌਲੀ-ਹੌਲੀ ਆਪਣੇ ਆਪ ਡਿੱਗ ਜਾਵੇਗਾ)
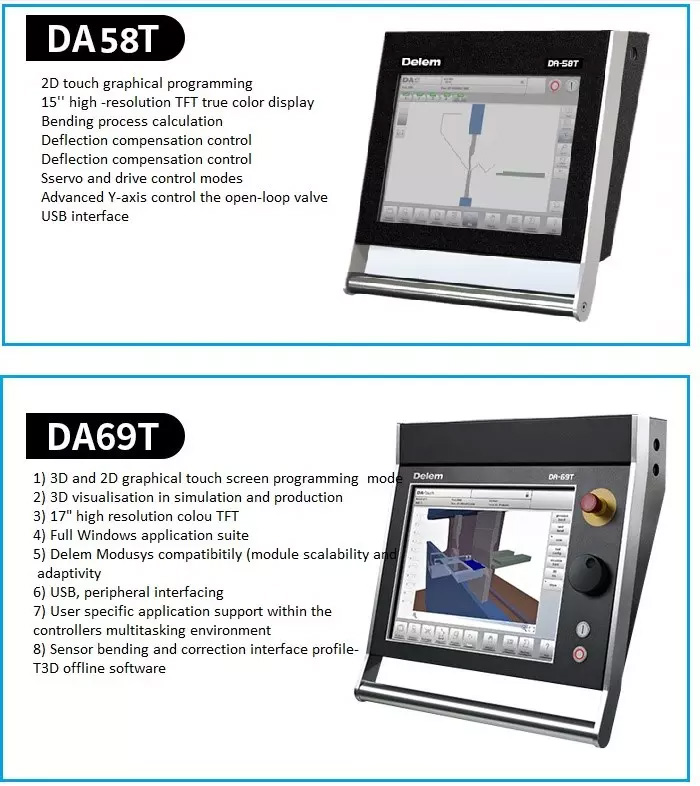
5. ਪ੍ਰਸਿੱਧ ਸ਼ੈਲੀ ਸੀਐਨਸੀ ਕੰਟਰੋਲਰ
ਪ੍ਰਸਿੱਧ CNC ਕੰਟਰੋਲਰ DA52S/DA53T/DA58T/DA66T/DA69/CybTouch8/CybTouch12 ਅਤੇ ਆਦਿ ਹਨ।
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 WILA ਮੱਧਮ ਅਤੇ ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਦੇ ਝੁਕਣ ਦਾ ਕੁਸ਼ਲ ਹੱਲ
WILA ਮੱਧਮ ਅਤੇ ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਦੇ ਝੁਕਣ ਦਾ ਕੁਸ਼ਲ ਹੱਲ- ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੇ ਟਨੇਜ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੇ ਫਾਇਦੇ ਅਤੇ ਨੁਕਸਾਨ
- ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ VS ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਮਕਾਲੀ ਸੀਐਨਸੀ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ
- ਚਾਈਨਾ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਮੋਲਡ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਸੁਰੱਖਿਅਤ ਸੰਚਾਲਨ ਨਿਯਮ
- ਸੀਐਨਸੀ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਹੁਨਰ ਦੀ ਵਰਤੋਂ ਕਰੋ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਦੀ ਆਮ ਮਕੈਨੀਕਲ ਅਸਫਲਤਾਵਾਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ
- ਮੈਟਲ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੀ 2021 ਅੰਤਮ ਗਾਈਡ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈੱਸ ਬ੍ਰੇਕ ਦੀਆਂ ਕਿੰਨੀਆਂ ਕਿਸਮਾਂ ਹਨ