1. ਵੱਖ-ਵੱਖ ਢਾਂਚਾਗਤ ਸਿਧਾਂਤ
ਦੋਨਾਂ ਮਾਡਲਾਂ ਦੇ ਡਿਜ਼ਾਇਨ ਸਿਧਾਂਤ ਵੱਖੋ-ਵੱਖਰੇ ਹਨ, ਨਤੀਜੇ ਵਜੋਂ ਝੁਕਣ ਵਾਲੇ ਸਲਾਈਡਰ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਸਮਕਾਲੀਕਰਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਵੱਖ-ਵੱਖ ਢਾਂਚੇ ਹਨ। ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਟੌਰਸ਼ਨ ਐਕਸਿਸ ਦੀ ਵਰਤੋਂ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਸਵਿੰਗ ਰਾਡਾਂ ਨੂੰ ਜੋੜਨ ਲਈ ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਬਣਾਉਣ ਲਈ ਕਰਦੀ ਹੈ ਜੋ ਇੱਕ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਵਿਧੀ ਨੂੰ ਦੋਵਾਂ ਪਾਸਿਆਂ ਦੇ ਸਿਲੰਡਰਾਂ ਨੂੰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਜਾਣ ਲਈ ਮਜ਼ਬੂਰ ਕਰਦੀ ਹੈ, ਇਸਲਈ ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਇੱਕ ਮਕੈਨੀਕਲ ਜ਼ਬਰਦਸਤੀ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਵਿਧੀ ਹੈ। , ਅਤੇ ਸਲਾਈਡਰ ਦੀ ਸਮਾਨਤਾ ਨੂੰ ਆਟੋਮੈਟਿਕ ਵਿਚੋਲਗੀ ਦੀ ਜਾਂਚ ਨਹੀਂ ਕੀਤੀ ਜਾ ਸਕਦੀ।
ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਸਲਾਈਡਰ ਅਤੇ ਕੰਧ ਪਲੇਟ 'ਤੇ ਚੁੰਬਕੀ (ਆਪਟੀਕਲ) ਸਕੇਲ ਨੂੰ ਸਥਾਪਿਤ ਕਰਨਾ ਹੈ। ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਕਿਸੇ ਵੀ ਸਮੇਂ ਚੁੰਬਕੀ (ਆਪਟੀਕਲ) ਪੈਮਾਨੇ ਦੀ ਫੀਡਬੈਕ ਜਾਣਕਾਰੀ ਦੁਆਰਾ ਸਲਾਈਡਰ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ ਦੇ ਸਮਕਾਲੀਕਰਨ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ ਕਰ ਸਕਦੀ ਹੈ। ਜੇਕਰ ਕੋਈ ਤਰੁੱਟੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਸਲਾਈਡਰ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਸਟ੍ਰੋਕ ਨੂੰ ਸਮਕਾਲੀ ਕਰਨ ਲਈ ਅਨੁਪਾਤਕ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਰਵੋ ਵਾਲਵ ਦੁਆਰਾ ਐਡਜਸਟ ਕਰੇਗੀ। ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ, ਹਾਈਡ੍ਰੌਲਿਕ ਕੰਟਰੋਲ ਵਾਲਵ ਸਮੂਹ ਅਤੇ ਚੁੰਬਕੀ ਸਕੇਲ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਮਕਾਲੀ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਫੀਡਬੈਕ ਬੰਦ-ਲੂਪ ਨਿਯੰਤਰਣ ਦਾ ਗਠਨ ਕਰਦੇ ਹਨ।

2. ਸ਼ੁੱਧਤਾ
ਸਲਾਈਡਰ ਦੀ ਸਮਾਨਤਾ ਵਰਕਪੀਸ ਦੇ ਕੋਣ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੀ ਹੈ। ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਿੰਕ੍ਰੋਨਸ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਮਸ਼ੀਨੀ ਤੌਰ 'ਤੇ ਸਲਾਈਡਰ ਦੇ ਸਮਕਾਲੀਕਰਨ ਨੂੰ ਕਾਇਮ ਰੱਖਦੀ ਹੈ, ਰੀਅਲ-ਟਾਈਮ ਗਲਤੀ ਫੀਡਬੈਕ ਦੇ ਬਿਨਾਂ, ਅਤੇ ਮਸ਼ੀਨ ਆਪਣੇ ਆਪ ਆਟੋਮੈਟਿਕ ਐਡਜਸਟਮੈਂਟ ਨਹੀਂ ਕਰ ਸਕਦੀ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇਸਦੀ ਅੰਸ਼ਕ ਲੋਡ ਸਮਰੱਥਾ ਮਾੜੀ ਹੈ (ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਿੰਕ੍ਰੋਨਸ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਦੀ ਵਰਤੋਂ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਵਿਧੀ ਨੂੰ ਦੋਵਾਂ ਪਾਸਿਆਂ ਦੇ ਸਿਲੰਡਰਾਂ ਨੂੰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਜਾਣ ਲਈ ਮਜਬੂਰ ਕਰਨ ਲਈ ਕਰਦੀ ਹੈ। .), ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਅਨੁਪਾਤਕ ਇਲੈਕਟ੍ਰਿਕ ਦੁਆਰਾ ਇੱਕ ਸਿਸਟਮ ਹੈ। ਤਰਲ ਵਾਲਵ ਸਮੂਹ ਸਲਾਈਡਰ ਸਿੰਕ੍ਰੋਨਾਈਜ਼ੇਸ਼ਨ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਦਾ ਹੈ, ਅਤੇ ਚੁੰਬਕੀ (ਆਪਟੀਕਲ) ਸਕੇਲ ਰੀਅਲ-ਟਾਈਮ ਗਲਤੀ ਫੀਡਬੈਕ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ। ਜੇਕਰ ਕੋਈ ਤਰੁੱਟੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਸਿਸਟਮ ਸਲਾਈਡਰ ਦੇ ਸਮਕਾਲੀਕਰਨ ਨੂੰ ਕਾਇਮ ਰੱਖਣ ਲਈ ਅਨੁਪਾਤਕ ਵਾਲਵ ਦੁਆਰਾ ਅਨੁਕੂਲਿਤ ਕਰੇਗਾ।
3. ਸਪੀਡ
ਮਸ਼ੀਨ ਦੇ ਕੰਮ ਵਿੱਚ ਦੋ ਪੁਆਇੰਟ ਹਨ ਜੋ ਇਸਦੀ ਚੱਲਣ ਦੀ ਗਤੀ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੇ ਹਨ: (1) ਸਲਾਈਡਰ ਸਪੀਡ, (2) ਬੈਕਗੇਜ ਸਪੀਡ, (3) ਮੋੜਨ ਵਾਲਾ ਕਦਮ।
ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਿੰਕ੍ਰੋਨਸ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ 6:1 ਜਾਂ 8:1 ਸਿਲੰਡਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਜੋ ਕਿ ਹੌਲੀ ਹੈ, ਜਦੋਂ ਕਿ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ 13:1 ਜਾਂ 15:1 ਸਿਲੰਡਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਜੋ ਕਿ ਤੇਜ਼ ਹੈ। ਇਸਲਈ, ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਤੇਜ਼ ਡਾਊਨ ਸਪੀਡ ਅਤੇ ਵਾਪਸੀ ਦੀ ਗਤੀ ਟੋਰਸ਼ਨ ਸਿੰਕ੍ਰੋਨਸ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਨਾਲੋਂ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ।
ਜਦੋਂ ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਮਕਾਲੀ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਸਲਾਈਡਰ ਹੇਠਾਂ ਵੱਲ ਵਧਦਾ ਹੈ, ਹਾਲਾਂਕਿ ਸਪੀਡ ਵਿੱਚ ਤੇਜ਼ ਅਤੇ ਹੌਲੀ ਹੋਣ ਦੇ ਕਾਰਜ ਹੁੰਦੇ ਹਨ, ਤੇਜ਼ ਹੇਠਾਂ ਅਤੇ ਵਾਪਸੀ ਦੀ ਗਤੀ ਸਿਰਫ 80mm/s ਹੁੰਦੀ ਹੈ, ਅਤੇ ਤੇਜ਼ ਅਤੇ ਹੌਲੀ ਸਵਿਚਿੰਗ ਨਿਰਵਿਘਨ ਨਹੀਂ ਹੁੰਦੀ ਹੈ। ਬੈਕਗੇਜ ਦੀ ਰਨਿੰਗ ਸਪੀਡ ਸਿਰਫ 100mm/s ਹੈ।
ਜੇਕਰ ਵਰਕਪੀਸ ਨੂੰ ਕਈ ਪੜਾਵਾਂ ਵਿੱਚ ਮੋੜਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਿੰਕ੍ਰੋਨਸ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਹਰੇਕ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਵੱਖਰੇ ਤੌਰ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਬਹੁਤ ਮੁਸ਼ਕਲ ਹੈ। ਹਾਲਾਂਕਿ, ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਮਸ਼ੀਨ ਕੰਪਿਊਟਰ ਦੁਆਰਾ ਹਰੇਕ ਕਦਮ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸੈੱਟ ਅਤੇ ਸੁਰੱਖਿਅਤ ਕਰ ਸਕਦੀ ਹੈ, ਅਤੇ ਲਗਾਤਾਰ ਚਲਾਈ ਜਾ ਸਕਦੀ ਹੈ, ਜੋ ਝੁਕਣ ਵਾਲੇ ਕਦਮ ਦੀ ਗਤੀ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਕਰਦੀ ਹੈ ਅਤੇ ਕੰਮ ਦੀ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰਦੀ ਹੈ।
ਜਦੋਂ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਸਲਾਈਡਰ ਹੇਠਾਂ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਗਤੀ ਵਿੱਚ ਤੇਜ਼ ਅਤੇ ਹੌਲੀ ਹੋਣ ਦੇ ਕਾਰਜ ਹੁੰਦੇ ਹਨ। ਫਾਸਟ ਡਾਊਨ ਅਤੇ ਵਾਪਸੀ ਦੀ ਗਤੀ 200mm/s ਤੱਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ, ਅਤੇ ਤੇਜ਼ ਅਤੇ ਹੌਲੀ ਪਰਿਵਰਤਨ ਨਿਰਵਿਘਨ ਹੈ, ਜੋ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਕਰ ਸਕਦਾ ਹੈ। ਇਸ ਦੇ ਨਾਲ ਹੀ, ਬੈਕਗੇਜ ਦੀ ਰਨਿੰਗ ਸਪੀਡ 300mm/s ਤੱਕ ਪਹੁੰਚ ਜਾਂਦੀ ਹੈ।
4. ਤਾਕਤ
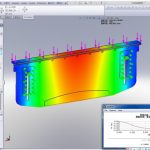
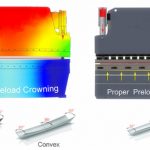
ਇਸਦੇ ਆਪਣੇ ਡਿਜ਼ਾਈਨ ਦੇ ਕਾਰਨ, ਟੋਰਸ਼ਨ ਸਿੰਕ੍ਰੋਨਸ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਸਨਕੀ ਲੋਡ ਦੇ ਹੇਠਾਂ ਨਹੀਂ ਮੋੜ ਸਕਦੀ. ਜੇ ਇਹ ਲੰਬੇ ਸਮੇਂ ਲਈ ਸਨਕੀ ਲੋਡ ਦੇ ਹੇਠਾਂ ਝੁਕਿਆ ਹੋਇਆ ਹੈ, ਤਾਂ ਇਹ ਟੋਰਸ਼ਨ ਸ਼ਾਫਟ ਨੂੰ ਵਿਗਾੜਨ ਦਾ ਕਾਰਨ ਬਣੇਗਾ। ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਸੀਐਨਸੀ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਵਿੱਚ ਅਜਿਹੀ ਸਮੱਸਿਆ ਨਹੀਂ ਹੈ. ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਪਾਸੇ ਵਾਲੇ Y1 ਅਤੇ Y2 ਧੁਰੇ ਸੁਤੰਤਰ ਤੌਰ 'ਤੇ ਕੰਮ ਕਰਦੇ ਹਨ, ਇਸਲਈ ਇਹ ਅੰਸ਼ਕ ਲੋਡ ਦੇ ਹੇਠਾਂ ਝੁਕਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਇੱਕ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿੰਕ੍ਰੋਨਸ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਕਾਰਜ ਕੁਸ਼ਲਤਾ ਦੋ ਤੋਂ ਤਿੰਨ ਟੋਰਸ਼ਨ ਐਕਸਿਸ ਸਮਕਾਲੀ ਮੋੜਨ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਦੇ ਬਰਾਬਰ ਹੋ ਸਕਦੀ ਹੈ।
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਅਤੇ ਰਚਨਾ
ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਅਤੇ ਰਚਨਾ- ਇੱਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਇੱਕ ਮੁਆਵਜ਼ਾ ਪ੍ਰਣਾਲੀ ਕਿਉਂ ਸ਼ਾਮਲ ਕਰੋ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ CNC ਸਿਸਟਮਾਂ ਦੀ ਤੁਲਨਾ ਅਤੇ ਚੋਣ
- CNC ਸ਼ੀਟ ਮੈਟਲ ਬੈਂਡਰ ਦੇ E21 ਸਿਸਟਮ ਨੂੰ ਜਾਣਨ ਲਈ 4 ਕਦਮ
- ਸੀਐਨਸੀ ਸ਼ੀਟ ਮੈਟਲ ਬੈਂਡਰ ਲਈ ਡਿਫਲੈਕਸ਼ਨ ਮੁਆਵਜ਼ਾ ਕਿਵੇਂ ਬਣਾਇਆ ਜਾਵੇ
- ਸਭ ਤੋਂ ਵੱਧ ਵਿਕਣ ਵਾਲਾ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ਼ਰ ਹਾਈਡ੍ਰੌਲਿਕ ਵਰਕਸ਼ਾਪ ਪ੍ਰੈਸ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਟਨ ਹਾਈਡ੍ਰੌਲਿਕ
- ਚੀਨ 40 ਟਨ ਪ੍ਰੈਸ ਬ੍ਰੇਕ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਸੁਰੱਖਿਅਤ ਸੰਚਾਲਨ ਨਿਯਮ
- WILA ਮੱਧਮ ਅਤੇ ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਦੇ ਝੁਕਣ ਦਾ ਕੁਸ਼ਲ ਹੱਲ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਦੀ ਆਮ ਮਕੈਨੀਕਲ ਅਸਫਲਤਾਵਾਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ