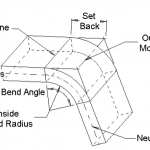
ਤੁਹਾਡੇ ਕੋਲ ਆਪਣੀ ਪ੍ਰੈੱਸ ਬ੍ਰੇਕ ਹੈ, ਆਪਣੀ ਸਮੱਗਰੀ ਨੂੰ ਬਿਲਕੁਲ ਮੋੜਨ ਲਈ ਸੈੱਟਅੱਪ ਕਰੋ ਜਿੱਥੇ ਤੁਸੀਂ ਚਾਹੁੰਦੇ ਹੋ, ਕੰਮ ਲਈ ਲੋੜੀਂਦੇ ਕੋਣ 'ਤੇ। ਤੁਹਾਡੀ ਫਾਰਮਿੰਗ ਆਨ-ਫਾਰਮ ਹੈ, ਤੁਹਾਡੇ ਨੰਬਰ ਕੱਟੇ ਗਏ ਹਨ ਅਤੇ ਤੁਹਾਡੀ ਭਰੋਸੇਮੰਦ ਪ੍ਰੈੱਸ ਬ੍ਰੇਕ ਸਿਰਫ ਆਪਣਾ ਕੰਮ ਕਰਨ ਦੀ ਉਡੀਕ ਕਰ ਰਹੀ ਹੈ।

ਪਰ ਇੱਥੇ ਇੱਕ ਮਹੱਤਵਪੂਰਣ ਚੀਜ਼ ਹੈ ਜੋ ਆਸਾਨੀ ਨਾਲ ਨਜ਼ਰਅੰਦਾਜ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਇਹ ਸਮਝਣਾ ਕਿ ਇਹ ਕਿਵੇਂ ਕੰਮ ਕਰਦਾ ਹੈ ਅਤੇ ਇਸ ਤੋਂ ਵੀ ਮਹੱਤਵਪੂਰਨ ਗੱਲ ਇਹ ਹੈ ਕਿ ਇਸਨੂੰ ਕਿਵੇਂ ਸੈਟ ਅਪ ਕਰਨਾ ਹੈ। ਅਸੀਂ ਬੇਸ਼ੱਕ ਤਾਜ ਦੀ ਪ੍ਰਕਿਰਿਆ ਬਾਰੇ ਗੱਲ ਕਰ ਰਹੇ ਹਾਂ.
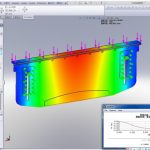
ਜਦੋਂ ਵੀ ਲੰਬੇ ਜਾਂ ਵੱਡੇ ਭਾਗਾਂ ਨੂੰ ਮੋੜਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਕ੍ਰਾਊਨਿੰਗ ਖੇਡਣ ਲਈ ਆਉਂਦੀ ਹੈ, ਇਹ ਲੰਬੇ, ਭਾਰੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕਾਂ ਅਤੇ ਪਾਵਰ ਸਕੇਲ ਦੇ ਉੱਪਰਲੇ ਸਿਰੇ 'ਤੇ ਵੀ ਫਾਇਦੇਮੰਦ ਹੋ ਸਕਦੀ ਹੈ। ਜਦੋਂ ਇੱਕ ਮੋੜ ਬਣਾਉਣ ਲਈ ਲੋਡ ਲਾਗੂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇੱਕ ਡਿਗਰੀ ਡਿਫਲੈਕਸ਼ਨ ਹੁੰਦਾ ਹੈ। ਇਹ ਵਿਗਾੜ ਦਾ ਕਾਰਨ ਬਣਦਾ ਹੈ ਅਤੇ ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਜੇਕਰ ਤੁਹਾਡਾ ਮੋੜ ਸਿਰੇ 'ਤੇ ਸਹੀ-ਸਹੀ ਹੈ, ਸਰਵੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਸਟਮ ਅਤੇ ਬੀਮ ਦੇ ਸਿਰਿਆਂ 'ਤੇ ਪਿਸਟਨ ਦਾ ਧੰਨਵਾਦ, ਤਾਂ ਇਹ ਹਮੇਸ਼ਾ ਤੁਹਾਡੇ ਵਰਕਪੀਸ ਦੇ ਕੇਂਦਰ ਦੇ ਨੇੜੇ ਨਾ ਹੋਵੇ।
ਇਹ ਓਪਰੇਟਰ ਦੀ ਗਲਤੀ ਦਾ ਮਾਮਲਾ ਨਹੀਂ ਹੈ ਜਾਂ ਤੁਹਾਡੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਨਾਲ ਕੋਈ ਸਮੱਸਿਆ ਨਹੀਂ ਹੈ; ਇਹ ਭੌਤਿਕ ਵਿਗਿਆਨ ਅਤੇ ਭੌਤਿਕ ਵਿਗਿਆਨ ਦਾ ਵਧੇਰੇ ਸਧਾਰਨ ਤੱਥ ਹੈ। ਉਸ ਵਰਤਾਰੇ ਲਈ ਮੁਆਵਜ਼ਾ ਦੇਣ ਦੀ ਪ੍ਰਕਿਰਿਆ, ਸੰਖੇਪ ਰੂਪ ਵਿੱਚ ਤਾਜ ਹੈ।
ਇੱਕ ਵਰਕਪੀਸ ਦੀ ਪੂਰੀ ਲੰਬਾਈ ਦੇ ਨਾਲ ਇਕਸਾਰ ਮੋੜ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਇੱਕ ਤਾਜ ਪ੍ਰਣਾਲੀ ਮਹੱਤਵਪੂਰਨ ਹੈ, ਇਹ ਜਾਂ ਤਾਂ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਦੀ ਬੀਮ ਵਿੱਚ, ਟੇਬਲ ਵਿੱਚ ਜਾਂ ਦੋਵੇਂ ਵੀ ਹੋ ਸਕਦਾ ਹੈ। ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰਦਾ ਹੈ ਕਿ ਤੁਹਾਡੀ ਬੀਮ ਦੇ ਕੇਂਦਰ ਵਿੱਚ ਕੋਣ ਸਿਰੇ ਦੇ ਕੋਣ ਨਾਲ ਮੇਲ ਖਾਂਦੇ ਹਨ, ਜਿੱਥੇ ਮੁਆਵਜ਼ੇ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਉਸ ਵਿਗਾੜ ਦੇ ਵਿਰੁੱਧ ਮੁਆਵਜ਼ਾ ਦਿੰਦੇ ਹਨ। ਹਾਈਡ੍ਰੌਲਿਕ ਕ੍ਰਾਊਨਿੰਗ ਅੱਜ ਦੇ ਪ੍ਰੈੱਸ ਬ੍ਰੇਕ ਵਿੱਚ ਬਣਾਈ ਜਾਂਦੀ ਹੈ; ਇੱਥੇ CNC ਵੇਜ ਸਟਾਈਲ ਸਿਸਟਮ ਵੀ ਹਨ ਜੋ ਟੂਲਿੰਗ ਸਪਲਾਇਰ ਜਾਂ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਨਿਰਮਾਤਾ ਦੁਆਰਾ ਐਡ-ਆਨ ਵਜੋਂ ਪੇਸ਼ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ।
1. ਹਾਈਡ੍ਰੌਲਿਕ ਕ੍ਰੌਇੰਗ
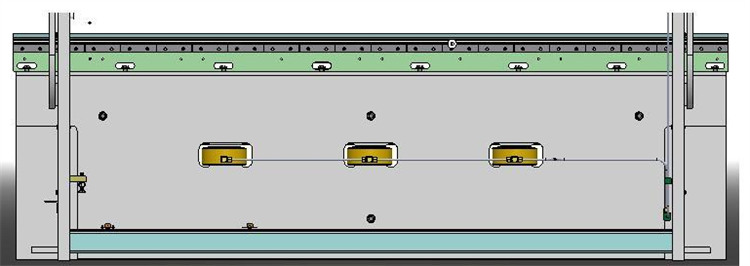
ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਫਰੇਮ 'ਤੇ, ਇਸ ਤੋਂ ਇਲਾਵਾ, ਦੋ ਪਾਸਿਆਂ 'ਤੇ ਦੋ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਲਗਾਉਣ ਲਈ, ਮਸ਼ੀਨ ਦੇ ਮੱਧ ਵਿਚ ਇਕ ਹੋਰ ਦੋ-ਸਹਾਇਕ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਸਥਾਪਿਤ ਕਰੋ। ਜਦੋਂ ਸਟਰੋਕ ਹੇਠਾਂ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਸਹਾਇਕ ਸਿਲੰਡਰ ਤਰਲ ਤੇਲ ਨਾਲ ਭਰ ਜਾਂਦਾ ਹੈ ਅਤੇ ਹੇਠਾਂ ਵੱਲ ਜਾਂਦਾ ਹੈ। ਮੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ, ਹਾਈਡ੍ਰੌਲਿਕ ਤੇਲ ਨੂੰ ਸਹਾਇਕ ਸਿਲੰਡਰ ਵਿੱਚ ਦਾਖਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਸਲਾਈਡਰ ਮੁਆਵਜ਼ੇ ਲਈ ਹੇਠਾਂ ਵੱਲ ਡਿਫਲੈਕਸ਼ਨ ਪੈਦਾ ਕਰੇ।
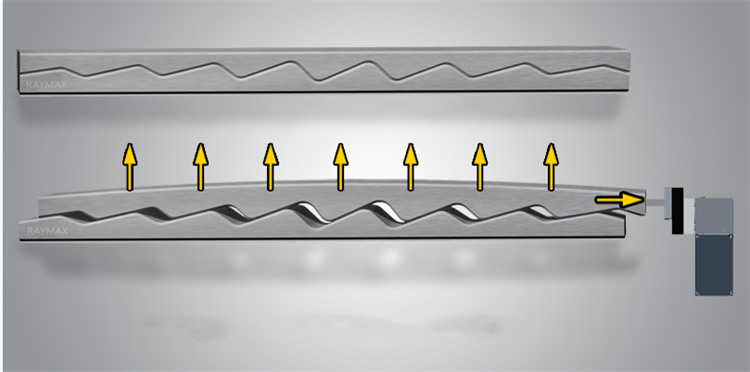
ਵਰਕਟੇਬਲ ਦੇ ਹੇਠਲੇ ਹਿੱਸੇ ਵਿੱਚ ਸਹਾਇਕ ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਨੂੰ ਸਥਾਪਿਤ ਕਰੋ। ਝੁਕਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਇਹ ਵਰਕਟੇਬਲ 'ਤੇ ਇੱਕ ਉੱਪਰ ਵੱਲ ਬਲ ਪੈਦਾ ਕਰਦਾ ਹੈ, ਜੋ ਆਟੋਮੈਟਿਕ ਤਾਜ ਪ੍ਰਣਾਲੀ ਬਣਾਉਂਦਾ ਹੈ।
ਦਬਾਅ ਮੁਆਵਜ਼ਾ ਯੰਤਰ ਕਈ ਛੋਟੇ ਤੇਲ ਸਿਲੰਡਰਾਂ ਨਾਲ ਬਣਿਆ ਹੁੰਦਾ ਹੈ। ਇੱਕ ਤੇਲ ਸਿਲੰਡਰ, ਇੱਕ ਮਦਰਬੋਰਡ, ਇੱਕ ਸਹਾਇਕ ਪਲੇਟ ਅਤੇ ਇੱਕ ਪਿੰਨ ਸ਼ਾਫਟ ਅਤੇ ਇੱਕ ਮੁਆਵਜ਼ਾ ਦੇਣ ਵਾਲਾ ਸਿਲੰਡਰ ਵਰਕਟੇਬਲ ਉੱਤੇ ਰੱਖਿਆ ਗਿਆ ਹੈ, ਅਤੇ ਇੱਕ ਅਨੁਪਾਤਕ ਰਾਹਤ ਵਾਲਵ ਦੇ ਨਾਲ ਇੱਕ ਦਬਾਅ ਮੁਆਵਜ਼ਾ ਪ੍ਰਣਾਲੀ ਬਣਾਈ ਗਈ ਹੈ।
ਕੰਮ ਕਰਦੇ ਸਮੇਂ. ਸਹਾਇਕ ਪਲੇਟ ਤੇਲ ਸਿਲੰਡਰ ਦਾ ਸਮਰਥਨ ਕਰਦੀ ਹੈ, ਤੇਲ ਸਿਲੰਡਰ ਮਦਰਬੋਰਡ ਨੂੰ ਉੱਪਰ ਰੱਖਦਾ ਹੈ। ਬਸ ਸਲਾਈਡਰ ਅਤੇ ਵਰਕਟੇਬਲ ਦੇ ਵਿਗਾੜ ਨੂੰ ਦੂਰ ਕਰਦਾ ਹੈ. ਕਨਵੈਕਸ ਡਿਵਾਈਸ ਨੂੰ ਇੱਕ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਵੱਖ-ਵੱਖ ਸ਼ੀਟ ਸਮੱਗਰੀਆਂ ਨੂੰ ਮੋੜਨ ਵੇਲੇ ਪਲੇਟ ਦੀ ਮੋਟਾਈ, ਡਾਈ ਦੇ ਖੁੱਲਣ ਅਤੇ ਸਮਗਰੀ ਦੀ ਤਣਾਅ ਵਾਲੀ ਤਾਕਤ ਦੇ ਅਨੁਸਾਰ ਪ੍ਰੀਲੋਡ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾ ਸਕੇ।
ਹਾਈਡ੍ਰੌਲਿਕ ਕ੍ਰਾਊਨਿੰਗ ਦਾ ਫਾਇਦਾ ਇਹ ਹੈ ਕਿ ਇਹ ਵੱਡੇ ਮੁਆਵਜ਼ੇ ਦੀ ਲਚਕਤਾ ਦੇ ਨਾਲ ਨਿਰੰਤਰ ਪਰਿਵਰਤਨਸ਼ੀਲ ਵਿਗਾੜ ਲਈ ਡਿਫਲੈਕਸ਼ਨ ਮੁਆਵਜ਼ੇ ਦਾ ਅਹਿਸਾਸ ਕਰ ਸਕਦਾ ਹੈ, ਪਰ ਗੁੰਝਲਦਾਰ ਬਣਤਰ ਅਤੇ ਮੁਕਾਬਲਤਨ ਉੱਚ ਲਾਗਤ ਦੇ ਕੁਝ ਨੁਕਸਾਨ ਹਨ.

2. ਮਕੈਨੀਕਲ ਤਾਜ
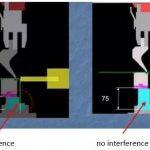
ਮਕੈਨੀਕਲ ਕ੍ਰਾਊਨਿੰਗ ਇੱਕ ਕਿਸਮ ਦੀ ਨਵੀਂ ਡਿਫਲੈਕਸ਼ਨ ਮੁਆਵਜ਼ਾ ਵਿਧੀ ਹੈ, ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਤਿਕੋਣੀ ਤਿਰਛੀ ਪਾੜਾ ਬਣਤਰ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਸਿਧਾਂਤ ਇਹ ਹੈ ਕਿ ਇੱਕ ਕੋਣਾਂ ਵਾਲਾ ਦੋ-ਤਿਕੋਣ ਪਾੜਾ ਬਲਾਕ, ਉੱਪਰਲਾ ਪਾੜਾ ਹਿਲਦਾ i x-ਦਿਸ਼ਾ 'ਤੇ ਫਿਕਸ ਕੀਤਾ ਗਿਆ ਹੈ। ਸਿਰਫ਼ y-ਦਿਸ਼ਾ ਵਿੱਚ ਹੀ ਹਿੱਲ ਸਕਦਾ ਹੈ। ਜਦੋਂ ਪਾੜਾ ਐਕਸ-ਦਿਸ਼ਾ ਦੇ ਨਾਲ ਦੂਰੀ ਨੂੰ ਅੱਗੇ ਵਧਾਉਂਦਾ ਹੈ, ਤਾਂ ਉੱਪਰਲਾ ਪਾੜਾ ਹੇਠਲੇ ਪਾੜਾ ਬਲ ਦੇ ਹੇਠਾਂ h ਦੂਰੀ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ। ਜੋ ਕਿ ਮਕੈਨੀਕਲ ਤਾਜ ਦਾ ਸਿਧਾਂਤ ਹੈ।
ਮੌਜੂਦਾ ਮਕੈਨੀਕਲ ਮੁਆਵਜ਼ੇ ਦੇ ਢਾਂਚੇ ਬਾਰੇ. ਦੋ ਬੋਲਸਟਰ ਪਲੇਟਾਂ ਨੂੰ ਵਰਕਟੇਬਲ 'ਤੇ ਪੂਰੀ ਲੰਬਾਈ ਵਿੱਚ ਰੱਖਿਆ ਗਿਆ ਹੈ, ਉੱਪਰਲੀਆਂ ਅਤੇ ਹੇਠਲੀਆਂ ਪਲੇਟਾਂ ਡਿਸਕ ਸਪਰਿੰਗ ਅਤੇ ਬੋਟਸ ਰਾਹੀਂ ਜੁੜੀਆਂ ਹੋਈਆਂ ਹਨ। ਉਪਰਲੀਆਂ ਅਤੇ ਹੇਠਲੀਆਂ ਪਲੇਟਾਂ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਢਲਾਣਾਂ ਵਾਲੇ ਕਈ ਤਿਰਛੇ ਪਾੜੇ ਹੁੰਦੇ ਹਨ, ਮੋਟਰ ਡ੍ਰਾਈਵ ਦੁਆਰਾ ਉਹਨਾਂ ਨੂੰ ਮੁਕਾਬਲਤਨ ਹਿਲਾਉਣ ਵਾਲਾ, ਬਣਤਰ ਅਤੇ ਕਨਵੈਕਸ ਸਥਿਤੀ ਦੇ ਇੱਕ ਸਮੂਹ ਲਈ ਆਦਰਸ਼ ਕਰਵ ਬਣਾਉਣ ਲਈ।

ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੇ ਟਨੇਜ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੇ ਟਨੇਜ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ- ਤੁਹਾਡੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਲਈ ਮੋੜ ਭੱਤੇ ਦੀ ਗਣਨਾ ਕਿਵੇਂ ਕਰੀਏ
- ਇੱਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਇੱਕ ਮੁਆਵਜ਼ਾ ਪ੍ਰਣਾਲੀ ਕਿਉਂ ਸ਼ਾਮਲ ਕਰੋ
- ਕੈਂਟਨ ਮੇਲਾ
- ਚੀਨ 40 ਟਨ ਪ੍ਰੈਸ ਬ੍ਰੇਕ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਸੁਰੱਖਿਅਤ ਸੰਚਾਲਨ ਨਿਯਮ
- ਚੋਟੀ ਦੇ 10 ਚਾਈਨਾ ਪਾਵਰ ਪ੍ਰੈਸ ਨਿਰਮਾਤਾ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਡਾਈਜ਼ ਕੀ ਬਣੀਆਂ ਹਨ? ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਟੂਲਿੰਗ ਕੀ ਹੈ?
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਅਨੁਕੂਲ ਡਾਈ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਮੋਲਡ ਦੀ ਰਵਾਇਤੀ ਝੁਕਣ ਦਾ ਕ੍ਰਮ ਅਤੇ ਰੋਜ਼ਾਨਾ ਵਰਤੋਂ ਦੇ ਨਿਰਧਾਰਨ