1. ਝੁਕਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸਮਝਣਾ: ਸਧਾਰਨ ਤੱਥ

ਮੋੜ ਭੱਤਾ = ਕੋਣ * (T/ 180)*(ਰੇਡੀਅਸ + ਕੇ-ਫੈਕਟਰ *ਮੋਟਾਈ) ਮੋੜ ਮੁਆਵਜ਼ਾ = ਮੋੜ ਭੱਤਾ-(2 * ਪਿੱਛੇ ਸੈੱਟ ਕਰੋ)
ਅੰਦਰ ਸੈੱਟ ਬੈਕ = ਟੈਨ (ਐਂਗਲ / 2) * ਰੇਡੀਅਸ ਆਊਟਸਾਈਡਸੈੱਟ ਬੈਕ = ਟੈਨ (ਐਂਗਲ / 2)*(ਰੇਡੀਅਸ + ਮੋਟਾਈ)

1) ਝੁਕੇ ਹੋਏ ਹਿੱਸੇ 'ਤੇ ਪ੍ਰਾਪਤ ਕੀਤਾ ਘੇਰਾ ਉਸ ਲੰਬਾਈ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ ਜਿਸ ਲਈ ਸਾਨੂੰ ਉਸ ਹਿੱਸੇ ਨੂੰ ਕੱਟਣਾ ਚਾਹੀਦਾ ਹੈ (ਮੋੜਨ ਤੋਂ ਪਹਿਲਾਂ)।
2) ਮੋੜਨ 'ਤੇ ਪ੍ਰਾਪਤ ਕੀਤਾ ਘੇਰਾ 99% V ਓਪਨਿੰਗ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ ਜਿਸ ਨਾਲ ਅਸੀਂ ਕੰਮ ਕਰਨਾ ਚੁਣਦੇ ਹਾਂ।
ਹਿੱਸੇ ਨੂੰ ਡਿਜ਼ਾਈਨ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਅਤੇ ਯਕੀਨੀ ਤੌਰ 'ਤੇ ਖਾਲੀ ਥਾਂ ਨੂੰ ਕੱਟਣਾ ਸ਼ੁਰੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਸਾਨੂੰ ਇਹ ਜ਼ਰੂਰ ਪਤਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਅਸੀਂ ਪ੍ਰੈਸ ਬ੍ਰੇਕ 'ਤੇ ਹਿੱਸੇ ਨੂੰ ਮੋੜਨ ਲਈ ਕਿਸ V ਓਪਨਿੰਗ ਦੀ ਵਰਤੋਂ ਕਰਾਂਗੇ।

2. ਰੇਡੀਅਸ ਖਾਲੀ ਥਾਂਵਾਂ ਨੂੰ ਕਿਵੇਂ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ
ਇੱਕ ਵੱਡਾ ਘੇਰਾ ਸਾਡੇ ਹਿੱਸੇ ਦੀਆਂ ਲੱਤਾਂ ਨੂੰ ਬਾਹਰ ਵੱਲ "ਧੱਕਾ" ਦੇਵੇਗਾ, ਇਹ ਪ੍ਰਭਾਵ ਦੇਵੇਗਾ ਕਿ ਖਾਲੀ "ਬਹੁਤ ਲੰਮਾ" ਕੱਟਿਆ ਗਿਆ ਸੀ।
ਇੱਕ ਛੋਟੇ ਘੇਰੇ ਲਈ ਇੱਕ ਖਾਲੀ ਦੀ ਲੋੜ ਹੋਵੇਗੀ ਜਿਸਨੂੰ "ਥੋੜਾ ਜਿਹਾ ਲੰਮਾ" ਕੱਟਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਜੇਕਰ ਘੇਰਾ ਵੱਡਾ ਹੁੰਦਾ ਹੈ।

3. ਝੁਕਣ ਭੱਤਾ

ਉਪਰੋਕਤ ਅੰਕੜੇ ਦੇ ਖੁੱਲ੍ਹੇ ਖਾਲੀ ਸਥਾਨਾਂ ਦੀ ਗਣਨਾ ਇਸ ਤਰ੍ਹਾਂ ਕੀਤੀ ਜਾਵੇਗੀ:
ਬੀ = 150 + 100 + 60 + BA1 + BA2
BA1 ਅਤੇ BA2 ਦੀ ਗਣਨਾ ਕਿਵੇਂ ਕਰੀਏ:
ਝੁਕਣ ਭੱਤੇ ਦੀ ਗਣਨਾ
ਫਲੈਟ ਬਣ ਕੇ ਇੱਕ ਵਾਰ ਓਵਰਲੈਪ ਹੋਣ ਤੋਂ ਬਾਅਦ ਸਾਨੂੰ ਦੋਹਾਂ ਲੱਤਾਂ ਤੋਂ ਘੱਟ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਜਿਸ ਨੂੰ ਅਸੀਂ ਆਮ ਤੌਰ 'ਤੇ "ਬੈਂਡ ਭੱਤੇ" (ਜਾਂ ਸਮੀਕਰਨ ਵਿੱਚ BA) ਵਜੋਂ ਜਾਣਦੇ ਹਾਂ।

ਝੁਕਣ ਭੱਤਾ ਫਾਰਮੂਲਾ
90° ਤੱਕ ਮੋੜਨ ਲਈ BA ਫਾਰਮੂਲਾ

91° ਤੋਂ 165° ਤੱਕ ਮੋੜਨ ਲਈ BA ਫਾਰਮੂਲਾ

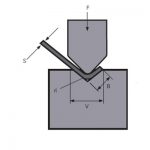
iR = ਅੰਦਰੂਨੀ ਰੇਡੀਅਸ
ਸ = ਮੋਟਾਈ
Β = ਕੋਣ
Π = 3,14159265….
ਕੇ = ਕੇ ਕਾਰਕ
ਕੇ ਫੈਕਟਰ
ਜਦੋਂ ਪ੍ਰੈੱਸ ਬ੍ਰੇਕ 'ਤੇ ਝੁਕਦੇ ਹੋ ਤਾਂ ਸ਼ੀਟ ਮੈਟਲ ਦੇ ਅੰਦਰਲੇ ਹਿੱਸੇ ਨੂੰ ਸੰਕੁਚਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਕਿ ਬਾਹਰਲੇ ਹਿੱਸੇ ਨੂੰ ਵਧਾਇਆ ਜਾਂਦਾ ਹੈ।
ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਸ਼ੀਟ ਦਾ ਇੱਕ ਹਿੱਸਾ ਹੈ ਜਿੱਥੇ ਰੇਸ਼ੇ ਨਾ ਤਾਂ ਸੰਕੁਚਿਤ ਹੁੰਦੇ ਹਨ ਅਤੇ ਨਾ ਹੀ ਵਿਸਤ੍ਰਿਤ ਹੁੰਦੇ ਹਨ. ਅਸੀਂ ਇਸ ਹਿੱਸੇ ਨੂੰ "ਨਿਰਪੱਖ ਧੁਰਾ" ਕਹਿੰਦੇ ਹਾਂ।

ਮੋੜ ਦੇ ਅੰਦਰ ਤੋਂ ਨਿਰਪੱਖ ਧੁਰੀ ਤੱਕ ਦੀ ਦੂਰੀ ਹੈ ਜਿਸਨੂੰ ਅਸੀਂ K ਫੈਕਟਰ ਕਹਿੰਦੇ ਹਾਂ।
ਇਹ ਮੁੱਲ ਉਸ ਸਮੱਗਰੀ ਨਾਲ ਆਉਂਦਾ ਹੈ ਜੋ ਅਸੀਂ ਖਰੀਦਦੇ ਹਾਂ ਅਤੇ ਇਸਨੂੰ ਬਦਲਿਆ ਨਹੀਂ ਜਾ ਸਕਦਾ।
ਇਸ ਮੁੱਲ ਨੂੰ ਅੰਸ਼ਾਂ ਵਿੱਚ ਦਰਸਾਇਆ ਗਿਆ ਹੈ। K ਫੈਕਟਰ ਜਿੰਨਾ ਛੋਟਾ ਹੋਵੇਗਾ, ਨਿਰਪੱਖ ਧੁਰਾ ਸ਼ੀਟ ਦੇ ਅੰਦਰਲੇ ਘੇਰੇ ਦੇ ਓਨਾ ਹੀ ਨੇੜੇ ਹੋਵੇਗਾ।

ਕੇ ਕਾਰਕ = ਵਧੀਆ ਟਿਊਨਿੰਗ
K ਫੈਕਟਰ ਸਾਡੇ ਖੁੱਲ੍ਹੇ ਖਾਲੀ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ। ਹਿੱਸੇ ਦੇ ਘੇਰੇ ਜਿੰਨਾ ਨਹੀਂ, ਪਰ ਅਸੀਂ ਇਸਨੂੰ ਖਾਲੀ ਥਾਂਵਾਂ ਲਈ ਇੱਕ ਵਧੀਆ ਟਿਊਨਿੰਗ ਗਣਨਾ ਵਜੋਂ ਸੋਚ ਸਕਦੇ ਹਾਂ।
K ਫੈਕਟਰ ਜਿੰਨਾ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਓਨੀ ਹੀ ਜ਼ਿਆਦਾ ਸਮੱਗਰੀ ਵਧਾਈ ਜਾਂਦੀ ਹੈ ਅਤੇ ਇਸਲਈ "ਬਾਹਰ ਧੱਕਿਆ ਜਾਂਦਾ ਹੈ"…. ਜਿਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਸਾਡੀ ਲੱਤ "ਵੱਡੀ" ਹੋ ਜਾਵੇਗੀ।
K ਫੈਕਟਰ ਦਾ ਅੰਦਾਜ਼ਾ ਲਗਾਉਣਾ
ਜ਼ਿਆਦਾਤਰ ਸਮਾਂ ਅਸੀਂ ਆਪਣੀ ਖਾਲੀ ਗਣਨਾਵਾਂ ਨੂੰ ਵਧੀਆ ਟਿਊਨ ਕਰਦੇ ਸਮੇਂ K ਫੈਕਟਰ ਦਾ ਅੰਦਾਜ਼ਾ ਲਗਾ ਸਕਦੇ ਹਾਂ ਅਤੇ ਅਨੁਕੂਲ ਕਰ ਸਕਦੇ ਹਾਂ।
ਸਾਨੂੰ ਸਿਰਫ਼ ਕੁਝ ਟੈਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੈ (ਚੁਣੇ ਗਏ V ਓਪਨਿੰਗ 'ਤੇ) ਅਤੇ ਹਿੱਸੇ ਦੇ ਘੇਰੇ ਨੂੰ ਮਾਪਣਾ।
ਜੇਕਰ ਤੁਹਾਨੂੰ ਵਧੇਰੇ ਸਟੀਕ K ਫੈਕਟਰ ਨਿਰਧਾਰਤ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਹੇਠਾਂ ਤੁਹਾਡੇ ਮੋੜ ਲਈ ਸਹੀ K ਫੈਕਟਰ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਗਣਨਾ ਹੈ।

K ਫੈਕਟਰ: ਇੱਕ ਫਾਰਮੂਲਾ

ਉਦਾਹਰਣ ਨੂੰ ਹੱਲ ਕਰਨਾ:
B = 150 + 100 + 60 + BA1 + BA2
K ਕਾਰਕ ਦਾ ਅਨੁਮਾਨ
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
ਦੋਵੇਂ ਮੋੜ 90° ਜਾਂ ਘੱਟ ਹਨ:

ਮਤਲਬ ਕੇ:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
ਇਸ ਲਈ:
ਬੀ = 150 + 100 + 60 + (-4.25) + (-8.93)
ਬੀ = 296.8 ਮਿਲੀਮੀਟਰ
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਡਾਈਜ਼ ਕੀ ਬਣੀਆਂ ਹਨ? ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਟੂਲਿੰਗ ਕੀ ਹੈ?
ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਡਾਈਜ਼ ਕੀ ਬਣੀਆਂ ਹਨ? ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਟੂਲਿੰਗ ਕੀ ਹੈ?- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਕ੍ਰਾਊਨਿੰਗ ਕੀ ਹੈ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੇ ਟਨੇਜ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- ਕੈਂਟਨ ਮੇਲਾ
- WILA ਮੱਧਮ ਅਤੇ ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਦੇ ਝੁਕਣ ਦਾ ਕੁਸ਼ਲ ਹੱਲ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਅਨੁਕੂਲ ਡਾਈ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਮੋਲਡ ਦੀ ਰਵਾਇਤੀ ਝੁਕਣ ਦਾ ਕ੍ਰਮ ਅਤੇ ਰੋਜ਼ਾਨਾ ਵਰਤੋਂ ਦੇ ਨਿਰਧਾਰਨ
- ਇੱਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਇੱਕ ਮੁਆਵਜ਼ਾ ਪ੍ਰਣਾਲੀ ਕਿਉਂ ਸ਼ਾਮਲ ਕਰੋ
- ਸੀਐਨਸੀ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਹੁਨਰ ਦੀ ਵਰਤੋਂ ਕਰੋ
- ਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਮੁਫਤ ਮੋੜਨ ਦੌਰਾਨ ਝੁਕਣ ਦੀ ਸ਼ਕਤੀ ਦੀ ਗਣਨਾ