ਰਵਾਇਤੀ ਝੁਕਣ ਦਾ ਕ੍ਰਮ
1. ਛੋਟਾ ਸਾਈਡ ਪਹਿਲਾਂ ਅਤੇ ਲੰਮਾ ਸਾਈਡ ਪਹਿਲਾਂ: ਆਮ ਤੌਰ 'ਤੇ, ਜਦੋਂ ਚਾਰੇ ਪਾਸੇ ਝੁਕੇ ਹੁੰਦੇ ਹਨ, ਪਹਿਲਾਂ ਛੋਟੇ ਪਾਸੇ ਨੂੰ ਫੋਲਡ ਕਰਨਾ ਅਤੇ ਫਿਰ ਲੰਬੇ ਪਾਸੇ ਨੂੰ ਵਰਕਪੀਸ ਦੀ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਝੁਕਣ ਵਾਲੇ ਮੋਲਡ ਦੀ ਅਸੈਂਬਲੀ ਲਈ ਲਾਭਦਾਇਕ ਹੁੰਦਾ ਹੈ।
2. ਪੈਰੀਫਿਰਲ ਪਹਿਲਾਂ ਅਤੇ ਫਿਰ ਮੱਧ: ਆਮ ਹਾਲਤਾਂ ਵਿੱਚ, ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਵਰਕਪੀਸ ਦੇ ਘੇਰੇ ਤੋਂ ਸ਼ੁਰੂ ਹੁੰਦਾ ਹੈ ਅਤੇ ਵਰਕਪੀਸ ਦੇ ਕੇਂਦਰ ਵੱਲ ਫੋਲਡ ਹੁੰਦਾ ਹੈ।
3. ਪਹਿਲਾਂ ਅੰਸ਼ਕ, ਫਿਰ ਪੂਰਾ: ਜੇਕਰ ਵਰਕਪੀਸ ਦੇ ਅੰਦਰ ਜਾਂ ਬਾਹਰ ਕੁਝ ਢਾਂਚਿਆਂ ਹਨ ਜੋ ਹੋਰ ਝੁਕਣ ਵਾਲੀਆਂ ਬਣਤਰਾਂ ਤੋਂ ਵੱਖਰੀਆਂ ਹਨ, ਤਾਂ ਆਮ ਤੌਰ 'ਤੇ ਇਹ ਬਣਤਰ ਪਹਿਲਾਂ ਝੁਕੇ ਹੁੰਦੇ ਹਨ ਅਤੇ ਫਿਰ ਦੂਜੇ ਹਿੱਸੇ।
4. ਦਖਲਅੰਦਾਜ਼ੀ ਦੀ ਸਥਿਤੀ 'ਤੇ ਵਿਚਾਰ ਕਰੋ ਅਤੇ ਝੁਕਣ ਦੇ ਕ੍ਰਮ ਨੂੰ ਉਚਿਤ ਢੰਗ ਨਾਲ ਵਿਵਸਥਿਤ ਕਰੋ: ਝੁਕਣ ਦਾ ਕ੍ਰਮ ਸਥਿਰ ਨਹੀਂ ਹੈ, ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਕ੍ਰਮ ਨੂੰ ਮੋੜਨ ਦੀ ਸ਼ਕਲ ਜਾਂ ਵਰਕਪੀਸ 'ਤੇ ਰੁਕਾਵਟਾਂ ਦੇ ਅਨੁਸਾਰ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਐਡਜਸਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।

ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਮੋਲਡ ਦੀ ਰੋਜ਼ਾਨਾ ਵਰਤੋਂ ਦੇ ਨਿਰਧਾਰਨ
1. ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਪਾਵਰ ਚਾਲੂ ਕਰੋ, ਕੁੰਜੀ ਸਵਿੱਚ ਨੂੰ ਚਾਲੂ ਕਰੋ, ਤੇਲ ਪੰਪ ਨੂੰ ਚਾਲੂ ਕਰਨ ਲਈ ਦਬਾਓ, ਝੁਕਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਤੇਲ ਪੰਪ ਘੁੰਮਣਾ ਸ਼ੁਰੂ ਕਰਦਾ ਹੈ, ਅਤੇ ਮਸ਼ੀਨ ਨੇ ਅਜੇ ਕੰਮ ਕਰਨਾ ਸ਼ੁਰੂ ਨਹੀਂ ਕੀਤਾ ਹੈ।
2. ਸਟ੍ਰੋਕ ਐਡਜਸਟਮੈਂਟ ਲਈ ਟ੍ਰਾਇਲ ਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਜਦੋਂ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਮੋਲਡ ਨੂੰ ਅਧਿਕਾਰਤ ਤੌਰ 'ਤੇ ਸ਼ੁਰੂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਜਦੋਂ ਮੋੜਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਉਪਰਲਾ ਡਾਈ ਹੇਠਾਂ ਵੱਲ ਆਉਂਦਾ ਹੈ, ਤਾਂ ਪਲੇਟ ਦੀ ਮੋਟਾਈ ਦਾ ਇੱਕ ਅੰਤਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਨਹੀਂ ਤਾਂ ਇਹ ਉੱਲੀ ਅਤੇ ਮਸ਼ੀਨ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਏਗਾ। ਸਟ੍ਰੋਕ ਐਡਜਸਟਮੈਂਟ ਵਿੱਚ ਇਲੈਕਟ੍ਰਿਕ ਤੇਜ਼ ਐਡਜਸਟਮੈਂਟ ਅਤੇ ਮੈਨੂਅਲ ਫਾਈਨ ਐਡਜਸਟਮੈਂਟ ਵੀ ਹੈ।
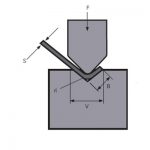
3. ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਮੋਲਡ ਦੇ ਨੌਚ ਦੀ ਚੋਣ ਲਈ, ਪਲੇਟ ਦੀ ਮੋਟਾਈ ਦੀ 8 ਗੁਣਾ ਚੌੜਾਈ ਦੀ ਇੱਕ ਡਿਗਰੀ ਦੀ ਚੋਣ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਜੇਕਰ ਤੁਸੀਂ 4mm ਦੀ ਸ਼ੀਟ ਨੂੰ ਮੋੜਦੇ ਹੋ, ਤਾਂ ਤੁਹਾਨੂੰ ਲਗਭਗ 32 ਦਾ ਇੱਕ ਸਲਾਟ ਚੁਣਨਾ ਪਵੇਗਾ।

4. ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਮੋਲਡਾਂ ਦੇ ਓਵਰਲੈਪ ਅਤੇ ਮਜ਼ਬੂਤੀ ਦੀ ਜਾਂਚ ਕਰੋ; ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਪੋਜੀਸ਼ਨਿੰਗ ਡਿਵਾਈਸ ਪ੍ਰੋਸੈਸ ਕੀਤੇ ਜਾਣ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ। ਅਕਸਰ ਉਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਮੋਲਡ ਦੇ ਓਵਰਲੈਪ ਦੀ ਜਾਂਚ ਕਰੋ; ਕੀ ਪ੍ਰੈਸ਼ਰ ਗੇਜ ਦੀਆਂ ਹਦਾਇਤਾਂ ਨਿਯਮਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀਆਂ ਹਨ।
5. ਜਦੋਂ ਸ਼ੀਟ ਨੂੰ ਮੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇਸ ਨੂੰ ਸੰਕੁਚਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਤਾਂ ਜੋ ਸ਼ੀਟ ਨੂੰ ਚੁੱਕਣ ਅਤੇ ਝੁਕਣ ਦੇ ਦੌਰਾਨ ਆਪਰੇਟਰ ਨੂੰ ਨੁਕਸਾਨ ਨਾ ਪਹੁੰਚੇ।
6. ਸ਼ੀਟ ਮੈਟਲ ਡਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰਦੇ ਸਮੇਂ ਬਿਜਲੀ ਦੀ ਸਪਲਾਈ ਨੂੰ ਕੱਟ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਓਪਰੇਸ਼ਨ ਨੂੰ ਰੋਕਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
7. ਵੇਰੀਏਬਲ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਹੇਠਲੇ ਡਾਈ ਦੇ ਖੁੱਲਣ ਨੂੰ ਬਦਲਦੇ ਸਮੇਂ, ਕਿਸੇ ਵੀ ਸਮੱਗਰੀ ਨੂੰ ਹੇਠਲੇ ਡਾਈ ਨਾਲ ਸੰਪਰਕ ਕਰਨ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੈ.
8. ਮਸ਼ੀਨ ਟੂਲ ਨੂੰ ਨੁਕਸਾਨ ਤੋਂ ਬਚਣ ਲਈ ਮੋਟੀਆਂ ਲੋਹੇ ਦੀਆਂ ਪਲੇਟਾਂ ਜਾਂ ਸਖ਼ਤ ਸਟੀਲ ਪਲੇਟਾਂ, ਉੱਚ-ਗਰੇਡ ਅਲੌਏ ਸਟੀਲ, ਵਰਗ ਸਟੀਲ, ਅਤੇ ਸ਼ੀਟ ਜੋ ਸ਼ੀਟ ਮੈਟਲ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਤੋਂ ਵੱਧ ਹਨ, ਨੂੰ ਮੋੜਨ ਲਈ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਮਨਾਹੀ ਹੈ। .
9. ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਨੂੰ ਬੰਦ ਕਰੋ, ਅਤੇ ਲੱਕੜ ਦੇ ਬਲਾਕਾਂ ਨੂੰ ਉੱਪਰਲੀ ਸਲਾਈਡ ਪਲੇਟ ਨੂੰ ਲੱਕੜ ਦੇ ਬਲਾਕਾਂ 'ਤੇ ਨੀਵਾਂ ਕਰਨ ਲਈ ਦੋਵਾਂ ਪਾਸਿਆਂ ਦੇ ਸਿਲੰਡਰਾਂ ਦੇ ਹੇਠਾਂ ਹੇਠਲੇ ਮੋਲਡਾਂ 'ਤੇ ਰੱਖੋ। ਪਹਿਲਾਂ ਕੰਟਰੋਲ ਸਿਸਟਮ ਪ੍ਰੋਗਰਾਮ ਤੋਂ ਬਾਹਰ ਨਿਕਲੋ, ਫਿਰ ਪਾਵਰ ਸਪਲਾਈ ਨੂੰ ਕੱਟ ਦਿਓ।

ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਸੁਰੱਖਿਅਤ ਸੰਚਾਲਨ ਨਿਯਮ
ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਸੁਰੱਖਿਅਤ ਸੰਚਾਲਨ ਨਿਯਮ- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਅਨੁਕੂਲ ਡਾਈ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- ਸੀਐਨਸੀ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਹੁਨਰ ਦੀ ਵਰਤੋਂ ਕਰੋ
- WILA ਮੱਧਮ ਅਤੇ ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਦੇ ਝੁਕਣ ਦਾ ਕੁਸ਼ਲ ਹੱਲ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੇ ਟਨੇਜ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- ਚਾਰ-ਕਾਲਮ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਲਈ ਆਮ ਨੁਕਸ ਅਤੇ ਸਮੱਸਿਆ ਨਿਪਟਾਰਾ ਵਿਧੀ
- ਹਾਈਡ੍ਰੌਲਿਕ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਦੀਆਂ ਆਮ ਅਸਫਲਤਾਵਾਂ ਦੀ ਮੁਰੰਮਤ ਅਤੇ ਤੇਲ ਸਰਕਟ ਸਿਸਟਮ ਦਾ ਰੱਖ-ਰਖਾਅ
- ਇੱਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਬੈਂਡਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਇੱਕ ਮੁਆਵਜ਼ਾ ਪ੍ਰਣਾਲੀ ਕਿਉਂ ਸ਼ਾਮਲ ਕਰੋ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਕ੍ਰਾਊਨਿੰਗ ਕੀ ਹੈ
- ਤੁਹਾਡੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਲਈ ਮੋੜ ਭੱਤੇ ਦੀ ਗਣਨਾ ਕਿਵੇਂ ਕਰੀਏ