CNC ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦਾ ਫਾਇਦਾ

1. ਆਸਾਨ ਓਪਰੇਸ਼ਨ
ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਚਲਾਉਣ ਲਈ ਬਹੁਤ ਆਸਾਨ ਹੈ ਅਤੇ ਇਹ ਇੱਕ ਘੱਟ ਮਿਹਨਤ ਵਾਲੀ ਮਸ਼ੀਨ ਹੈ। ਇਸ ਲਈ ਆਪਰੇਟਰ ਇੱਕ ਸਮੇਂ ਵਿੱਚ ਕਈ ਮਸ਼ੀਨਾਂ ਨੂੰ ਸੰਭਾਲ ਸਕਦਾ ਹੈ। ਇਹਨਾਂ ਮਸ਼ੀਨਾਂ ਨੂੰ ਆਪਰੇਟਰ ਦੇ ਛੂਹਣ, ਮਹਿਸੂਸ ਕਰਨ ਅਤੇ ਆਵਾਜ਼ ਦੁਆਰਾ ਸੰਚਾਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਉਹ ਬਹੁਤ ਉਪਭੋਗਤਾ ਦੇ ਅਨੁਕੂਲ ਹਨ ਅਤੇ ਇੱਕ ਬਹੁਤ ਸ਼ਕਤੀਸ਼ਾਲੀ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਹੈ.
2. ਲਚਕਦਾਰ ਪ੍ਰੋਗਰਾਮਿੰਗ
CNC ਪ੍ਰੈੱਸ ਬ੍ਰੇਕ ਦੀ ਲਚਕਦਾਰ ਪ੍ਰੋਗਰਾਮਿੰਗ ਆਪਰੇਟਰ ਨੂੰ ਸਧਾਰਨ ਅੰਗਰੇਜ਼ੀ ਜਾਂ ਕਿਸੇ ਹੋਰ ਢੁਕਵੀਂ ਭਾਸ਼ਾ ਵਿੱਚ ਮਸ਼ੀਨ ਨੂੰ ਕੰਟਰੋਲ ਕਰਨ ਦੇ ਯੋਗ ਬਣਾਉਂਦੀ ਹੈ।

ਕਈ ਤਰ੍ਹਾਂ ਦੇ ਓਪਰੇਸ਼ਨ ਜੋ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ ਉਹ ਮੀਨੂ 'ਤੇ ਵਿਕਲਪਾਂ ਵਜੋਂ ਵੀ ਉਪਲਬਧ ਹਨ। ਇੱਕ ਵਾਰ ਜਦੋਂ ਲੋੜੀਂਦਾ ਕਾਰਜ ਚੁਣਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਪ੍ਰਸ਼ਨਾਂ ਦੀ ਇੱਕ ਹੋਰ ਸੂਚੀ ਚੱਕਰ ਦੇ ਸਮੇਂ, ਸਮੱਗਰੀ, ਦਬਾਅ ਅਤੇ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਨਾਲ ਸਬੰਧਤ ਹੋਰ ਤੱਤਾਂ ਦੇ ਸੰਬੰਧ ਵਿੱਚ ਸਕ੍ਰੀਨ 'ਤੇ ਦਿਖਾਈ ਦਿੰਦੀ ਹੈ। ਅਤੇ ਓਪਰੇਟਰ ਦੁਆਰਾ ਜਵਾਬਾਂ ਨੂੰ ਮਸ਼ੀਨ ਵਿੱਚ ਇਨਪੁਟ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਸੰਬੰਧਿਤ ਕੰਮ ਸ਼ੁਰੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਪੁਸ਼ਟੀ ਲਈ ਸਕ੍ਰੀਨ 'ਤੇ ਮੁੱਲ ਪ੍ਰਦਰਸ਼ਿਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
3. ਆਧੁਨਿਕ ਡਿਜ਼ਾਈਨ
ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਵਿੱਚ ਇੱਕ ਆਧੁਨਿਕ ਡਿਜ਼ਾਈਨ ਸ਼ਾਮਲ ਹੈ ਜੋ ਆਪਰੇਟਰ ਨੂੰ ਮੋੜਾਂ ਦੇ ਕ੍ਰਮ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਵਿਵਸਥਿਤ ਕਰਨ ਦੇ ਯੋਗ ਬਣਾਉਂਦਾ ਹੈ। ਇਹ ਲੋੜੀਂਦੇ ਉਤਪਾਦ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਤਿਆਰ ਕਰਨ ਵਿੱਚ ਆਪਰੇਟਰ ਦੀ ਸਹਾਇਤਾ ਵੀ ਕਰਦਾ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ ਓਪਰੇਟਰ ਨੂੰ ਇੱਕ ਖਾਸ ਡਿਗਰੀ ਮੋੜ ਬਣਾਉਣ ਲਈ ਦਬਾਅ ਦੀ ਲੋੜੀਂਦੀ ਮਾਤਰਾ ਦਾ ਅੰਦਾਜ਼ਾ ਲਗਾਉਣ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ। ਇੱਥੋਂ ਤੱਕ ਕਿ ਹੋਰ ਕਾਰਕ ਜਿਵੇਂ ਕਿ ਫਲੈਂਜ ਦੀ ਲੰਬਾਈ, ਸਮੱਗਰੀ ਦੀ ਕਿਸਮ, ਮੋਟਾਈ ਦੀ ਮਾਤਰਾ, ਅਤੇ ਮੋੜ ਦੀ ਡਿਗਰੀ ਨੂੰ ਸਿੱਧੇ CNC ਕੰਟਰੋਲ ਯੂਨਿਟ ਵਿੱਚ ਦਾਖਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਨਿਰਮਾਣ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਹਿੱਸੇ ਨੂੰ 2D ਜਾਂ 3D ਮੁਕੰਮਲ ਸੰਸਕਰਣ ਵਿੱਚ ਵੀ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਪਹਿਲੇ ਹਿੱਸੇ ਨੂੰ ਮਸ਼ੀਨ 'ਤੇ ਜਾਂ ਇੱਕ ਔਫਲਾਈਨ ਪੀਸੀ ਦੁਆਰਾ ਪ੍ਰੋਗਰਾਮ ਕੀਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਇੱਕ ਘੱਟ ਹੁਨਰਮੰਦ ਓਪਰੇਟਰ ਵੀ ਆਸਾਨੀ ਨਾਲ ਬਾਅਦ ਦੇ ਹਿੱਸੇ ਤਿਆਰ ਕਰ ਸਕਦਾ ਹੈ।

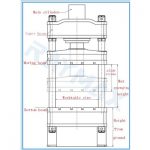
4. ਦੋਨੋ ਪਾਸੇ "C" ਪਲੇਟਾਂ 'ਤੇ ਦੋ ਰੇਖਿਕ ਪੈਮਾਨੇ ਲਗਾਏ ਗਏ ਹਨ।
ਅਸੀਂ ਇਸ ਨੂੰ ਵਰਕਟੇਬਲ 'ਤੇ ਠੀਕ ਕਰਦੇ ਹਾਂ ਤਾਂ ਜੋ ਕੰਮ ਕਰਨ ਦੇ ਦੌਰਾਨ ਡਿਫੈਕਸ਼ਨ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਖਤਮ ਕੀਤਾ ਜਾ ਸਕੇ। ਰੇਖਿਕ ਪੈਮਾਨਾ ਰੈਮ (Y1, Y2) ਦੀਆਂ ਦੋਵੇਂ ਸਿਰੇ ਦੀਆਂ ਸਥਿਤੀਆਂ ਦਾ ਨਿਰੀਖਣ ਕਰੇਗਾ ਅਤੇ ਸਿਗਨਲ ਭੇਜੇਗਾ। CNC ਐਂਪਲੀਫਾਇਰ ਦੁਆਰਾ ਵਧਾਏ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਸਿਗਨਲ ਨੂੰ ਕੰਪਿਊਟਰ ਨੂੰ ਵਾਪਸ ਫੀਡ ਕੀਤਾ ਜਾਵੇਗਾ। ਫਿਰ ਕੰਪਿਊਟਰ ਤੇਲ ਦੀ ਮਾਤਰਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰੇਗਾ, ਜੋ ਕਿ ਸਿਲੰਡਰ ਵਿੱਚ ਦਾਖਲ ਹੋਣ ਜਾ ਰਿਹਾ ਹੈ. ਇਸ ਲਈ ਰੈਮ ਅਤੇ ਵਰਕਟੇਬਲ ਦੀ ਸਮਾਨਤਾ ਨੂੰ ±0.01mm ਦੇ ਹੇਠਾਂ ਕੰਟਰੋਲ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
5. ਬਹੁਪੱਖੀਤਾ: ਕਿਸੇ ਵੀ ਮੋਟਾਈ ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਕਿਸਮ (ਬ੍ਰੇਕ ਭੌਤਿਕ ਸੀਮਾਵਾਂ ਦੇ ਅੰਦਰ) ਮੋੜੋ, ਜਿਸ ਵਿੱਚ ਇਲੈਕਟ੍ਰਾਨਿਕ ਚੈਸਿਸ/ਬਰੈਕਟਸ ਵਰਗੇ ਗੁੰਝਲਦਾਰ ਹਿੱਸੇ ਸ਼ਾਮਲ ਹਨ।
6. DELEM ਸਿਸਟਮ ਵਿੱਚ ਆਟੋਮੈਟਿਕ ਟੈਸਟਿੰਗ ਅਤੇ ਸਵੈ-ਨਿਦਾਨ ਫੰਕਸ਼ਨ ਹਨ. ਨਾਲ ਹੀ, ਪ੍ਰੋਗਰਾਮਿੰਗ ਵਿੱਚ ਮੋੜਨ ਲਈ ਪਲੇਟ ਦੇ ਆਕਾਰ, ਕੰਮ ਦੇ ਟੁਕੜੇ ਦੇ ਮਾਪ ਅਤੇ ਸੰਦ ਚੁਣਨਾ ਸ਼ਾਮਲ ਹੁੰਦਾ ਹੈ। ਫਿਰ ਸੀਐਨਸੀ ਸਿਸਟਮ ਆਪਣੇ ਆਪ ਮੋੜਨ ਦੀ ਸ਼ਕਤੀ ਅਤੇ ਬੈਕ ਗੇਜ ਅਤੇ ਰੈਮ ਦੀ ਸਥਿਤੀ ਦੀ ਗਣਨਾ ਕਰ ਸਕਦਾ ਹੈ. ਨਾਲ ਹੀ ਰੈਮ ਦੇ ਅੰਦਰ ਜਾਣ ਅਤੇ ਦਬਾਉਣ ਦੇ ਸਮੇਂ ਦੀ ਰੀਲੇਅ ਦੀ ਗਣਨਾ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਸ਼ਾਨਦਾਰ ਕੁਆਲਿਟੀ ਇਲੈਕਟ੍ਰੋ-ਹਾਈਡ੍ਰੌਲਿਕ ਅਨੁਪਾਤਕ ਵਾਲਵ ਦੋਵਾਂ ਸਿਲੰਡਰਾਂ ਦੇ ਸਮਕਾਲੀਕਰਨ ਦੇ ਨਾਲ-ਨਾਲ ਸਨਕੀ ਲੋਡ ਨੂੰ ਨਜਿੱਠਣ ਲਈ ਚੰਗੀ ਸਮਰੱਥਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾ ਸਕਦਾ ਹੈ।

7. ਬੈਕ ਗੇਜ ਰੋਲਿੰਗ ਬਾਲ ਪੇਚ ਅਤੇ ਰੋਲਿੰਗ ਗਾਈਡ ਤਰੀਕੇ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਇਸਲਈ X ਧੁਰੇ ਦੀ ਦੁਹਰਾਉਣ ਵਾਲੀ ਸਥਿਤੀ ਸ਼ੁੱਧਤਾ ±0.1mm ਤੱਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ। ਪੂਰੀ ਮਸ਼ੀਨ ਸੁਰੱਖਿਆ ਗਾਰਡ ਅਤੇ ਇੰਟਰਲਾਕਰ ਦੇ ਨਾਲ ਹੈ ਤਾਂ ਜੋ ਓਪਰੇਟਰ ਨੂੰ ਜ਼ਖਮੀ ਹੋਣ ਤੋਂ ਬਚਾਇਆ ਜਾ ਸਕੇ।
8. ਮੁੱਖ ਸਲਾਈਡਿੰਗ ਹਿੱਸੇ ਜਿਵੇਂ ਕਿ ਸਿਲੰਡਰ, ਪਿਸਟਨ ਰਾਡ, ਗਾਈਡ ਵੇਅ, ਸਾਰੇ ਪਹਿਨਣ-ਰੋਧਕ ਇਲਾਜ ਦੇ ਨਾਲ ਹਨ।
9. CNC ਸਿਸਟਮ CNC ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਰੈਮ ਅਤੇ ਬੈਕ ਗੇਜ ਦੇ ਸਟ੍ਰੋਕ ਨੂੰ ਚੰਗੀ ਸ਼ੁੱਧਤਾ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕਰੇਗਾ.
ਸੀਐਨਸੀ ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦਾ ਨੁਕਸਾਨ
1. ਸਮੱਗਰੀ ਨੂੰ ਸੰਭਾਲਣਾ: ਵੱਡੀਆਂ ਸ਼ੀਟਾਂ ਨੂੰ ਸੰਭਾਲਣ ਵਿੱਚ ਮੁਸ਼ਕਲ
2. ਟੂਲਿੰਗ: ਹੇਠਾਂ ਅਤੇ ਉੱਪਰ ਟੂਲਿੰਗ ਦੀ ਲੋੜ ਹੈ
3. ਫਲੈਂਜ ਦੀ ਲੰਬਾਈ ਪੂਰੀ ਝੁਕਣ ਦੀ ਕਾਰਵਾਈ ਦੇ ਦੌਰਾਨ, ਫਲੈਂਜ ਦੇ ਆਕਾਰ ਨੂੰ ਸੀਮਤ ਕਰਦੇ ਹੋਏ, ਡਾਈ ਦੇ ਪਾਰ ਫੈਲਣੀ ਚਾਹੀਦੀ ਹੈ
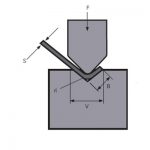
4. ਸਪਰਿੰਗ ਬੈਕ: ਝੁਕਣ ਦੇ ਅੰਤ 'ਤੇ, ਸਪਰਿੰਗ ਬੈਕ ਲਚਕੀਲੇ ਵਿਕਾਰ ਦੀ ਰਿਕਵਰੀ ਦੇ ਕਾਰਨ ਵਾਪਰਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 1 ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ। ਰੀਬਾਉਂਡ ਵਰਤਾਰੇ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਵਰਕਪੀਸ ਦੀ ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦੇ ਹਨ ਅਤੇ ਇਸਨੂੰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਇਸ ਸਬੰਧ ਵਿੱਚ ਲਏ ਗਏ ਪ੍ਰਕਿਰਿਆ ਉਪਾਅ ਹਨ: ① ਕੋਣ ਮੁਆਵਜ਼ਾ ਵਿਧੀ। ਜੇਕਰ 90 ° ਦੇ workpiece ਝੁਕਣ ਕੋਣ, ਸਲਾਟ (V-ਆਕਾਰ) ਓਪਨਿੰਗ ਕੋਣ ਦੇ ਅਧੀਨ ਮਸ਼ੀਨ ਝੁਕਣਾ 78 ° ਚੁਣਿਆ ਜਾ ਸਕਦਾ ਹੈ.

ਚਿੱਤਰ 1
ਦਬਾਅ ਦਾ ਸਮਾਂ ਸੁਧਾਰ ਵਿਧੀ ਦੁਆਰਾ ਵਧਾਇਆ ਜਾਂਦਾ ਹੈ। ਝੁਕਣ ਦੇ ਅੰਤ 'ਤੇ ਦਬਾਅ ਸੁਧਾਰ ਕਰੋ ਤਾਂ ਜੋ ਉਪਰਲੇ ਡਾਈ, ਵਰਕਪੀਸ ਅਤੇ ਝੁਕਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਹੇਠਲੇ ਗਰੂਵ ਦੇ ਸੰਪਰਕ ਦੇ ਸਮੇਂ ਨੂੰ ਵਧਾਇਆ ਜਾ ਸਕੇ, ਤਾਂ ਜੋ ਹੇਠਲੇ ਗਰੋਵ ਦੇ ਫਿਲਟ 'ਤੇ ਪਲਾਸਟਿਕ ਦੀ ਵਿਗਾੜ ਦੀ ਡਿਗਰੀ ਨੂੰ ਵਧਾਇਆ ਜਾ ਸਕੇ, ਤਾਂ ਜੋ ਫਾਈਬਰਾਂ ਦੀ ਮੁੜ ਬਹਾਲੀ ਦੀ ਪ੍ਰਵਿਰਤੀ ਤਣਾਅ ਅਤੇ ਕੰਪਰੈਸ਼ਨ ਜ਼ੋਨ ਵਿੱਚ ਇੱਕ ਦੂਜੇ ਦਾ ਵਿਰੋਧ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਰਿਟਰਨ ਬੰਬ ਨੂੰ ਘਟਾਇਆ ਜਾਂਦਾ ਹੈ।
ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਅਤੇ ਰਚਨਾ
ਸੀਐਨਸੀ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮੋੜਨ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਕੰਮ ਕਰਨ ਦਾ ਸਿਧਾਂਤ ਅਤੇ ਰਚਨਾ- WILA ਮੱਧਮ ਅਤੇ ਮੋਟੀਆਂ ਪਲੇਟਾਂ ਦੇ ਝੁਕਣ ਦਾ ਕੁਸ਼ਲ ਹੱਲ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੇ ਟਨੇਜ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- ਚੋਟੀ ਦੇ 10 ਚਾਈਨਾ ਪਾਵਰ ਪ੍ਰੈਸ ਨਿਰਮਾਤਾ
- ਅਨੁਕੂਲ CNC ਹਾਈਡ੍ਰੌਲਿਕ ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਮਸ਼ੀਨ ਦੀ ਚੋਣ ਕਿਵੇਂ ਕਰੀਏ
- CNC ਸ਼ੀਟ ਮੈਟਲ ਬੈਂਡਰ ਦੇ E21 ਸਿਸਟਮ ਨੂੰ ਜਾਣਨ ਲਈ 4 ਕਦਮ
- ਪ੍ਰੈਸ ਬ੍ਰੇਕ ਕ੍ਰਾਊਨਿੰਗ ਕੀ ਹੈ
- ਗਿਲੋਟਿਨ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਕਿਵੇਂ ਚਲਾਉਣਾ ਹੈ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦਾ ਰੱਖ-ਰਖਾਅ
- ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਪ੍ਰੈਸ ਮਸ਼ੀਨ ਦੇ ਸੁਰੱਖਿਅਤ ਸੰਚਾਲਨ ਨਿਯਮ